O způsobech kontroly kalibry válcových trubkových závitů
Bimetalové radiátory s ocelovými kolektory a vnějším hliníkovým pláštěm jsou v posledních letech mezi sekčními topnými zařízeními právem stále oblíbenější.V souladu s evropskými technologiemi jsou vnitřní závity topných zařízení většiny výrobců vyráběny metodou válcování. Válcované závity poskytují odolné a bezpečné závitové spojení, o čemž svědčí mnohaleté úspěšné používání bimetalových radiátorů.
V souladu s GOST 31311-2005 „Vytápěcí zařízení. Všeobecné technické podmínky“ (bod 8.2.) jsou závitové spoje topných zařízení zkoušeny závitovými kalibry. Zároveň jednotliví výrobci radiátorů používající závitovou technologii i neziskové oborové asociace opakovaně navrhovali/apelovali na různé státní orgány, resorty a služby s požadavkem dodatečné kontroly vnitřních závitů hladkými měřidly.
Tento článek zkoumá platnost těchto návrhů a vhodnost zavedení takového dodatečného požadavku na příkladu závitu G1, který se používá na většině topných zařízení.
Nejprve se podívejme na základní požadavky na výrobu trubkových závitů.
- Parametry válcových trubkových závitů jsou určeny GOST 6357-81 „Základní standardy zaměnitelnosti. Válcový trubkový závit“, podle kterého:
Jmenovitý profil závitu a rozměry jeho prvků musí odpovídat těm, které jsou uvedeny na obrázku 1:
Kresba 1
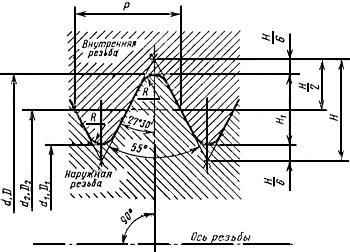
Rozměry výše uvedených indikátorů v milimetrech pro závit G1 jsou uvedeny v tabulce 1:
stůl 1
| Krok P | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Současně je podle stejného GOST 6357-81 povoleno vyrábět závity s odchylkami od specifikovaných hodnot (tolerance), podle kterých bude vlákno také odpovídat GOST 6357-81.
Schémata tolerančních polí pro vnější a vnitřní závity jsou znázorněna na obrázku 2.
Odchylky se počítají od jmenovitého (ideálního) profilu závitu ve směru kolmém k ose závitu.
Kresba 2
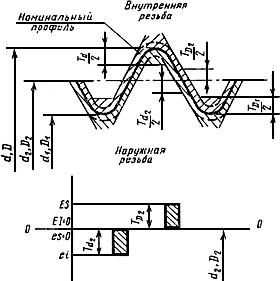

— tolerance průměru d, d2, D1, D2
Číselné hodnoty tolerancí pro průměry vnějších a vnitřních závitů musí odpovídat hodnotám uvedeným v tabulce 3:
Tabulka 3
| Označení velikosti závitu | Rozteč P, mm | Vnější závit | Vnitřní závit | ||||
| Průměry závitů | |||||||
| vnější průměr vnějšího závitu | střední průměr vnějšího závitu | střední průměr vnitřního závitu | vnitřní průměr vnitřního závitu | ||||
| Tolerance, mikrony | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| třída A | třída B | třída A | třída B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Všimněte si, že podle tabulky 1 je hodnota H1 (pracovní výška profilu závitu) rovna 1,478515 mm a v souladu s tabulkou 3 tolerance vnitřního průměru vnitřního závitu D1 a vnějšího průměru vnější závit d je 640 μm a 360 μm. Na obrázku 3 jsou vnitřní a vnější závitové profily G1 vyrobené s maximální povolenou odchylkou od jmenovitého profilu podle tabulky 3. Navíc tyto závitové profily plně vyhovují požadavkům GOST 6357-81.
Kresba 3
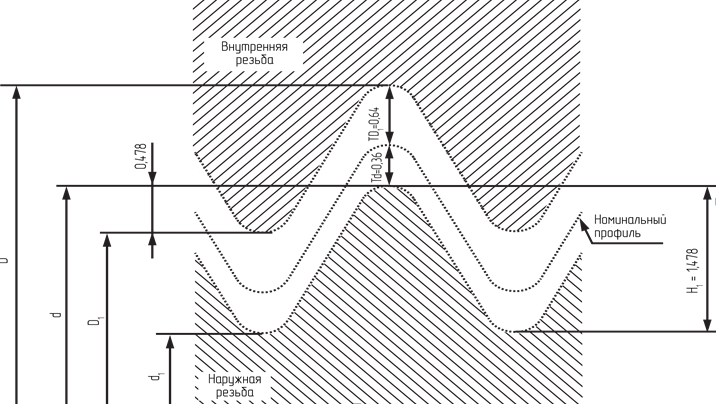
Z výkresu je jasně patrné, že v tomto případě se na závitovém spoji podílí pouze 32,4 % výšky profilu závitu.
V tomto ohledu je překvapující zejména postoj některých výrobců topných zařízení, ale i specializovaných průmyslových sdružení, které považují za nepřijatelné uznat závit za přijatelný, pokud profil závitu tvoří pouze 38 % jmenovité hodnoty. Tito výrobci a sdružení zjevně jednoduše nerozumí základním zásadám GOST 6357-81, pokud jde o to, které vlákno (s jakými rozměry) je považováno za vyrobené v souladu s tímto GOST.
Podle našeho názoru je potřeba takto významných tolerancí spojena s požadavkem odstavce 5.1.6 „SP 73.13330.2016 Vnitřní sanitární systémy budov“, podle kterého „Při montáži jednotek musí být závitové spoje utěsněny.
Jako tmel pro závitové spoje při teplotách dopravovaného média do 378 K (105°C) se doporučuje použít pásku FUM nebo lněné prameny podle GOST R 53484 impregnované červeným nebo bílým olovem., smíchané s přírodním vysoušecím olejem, nebo speciálními těsnícími pastami-tmely.“
Nyní pojďme zvážit hlavní problém tohoto článku: jak vhodné je zahrnout do regulační dokumentace týkající se kontroly závitů topných zařízení požadavek na povinnou kontrolu vnitřních závitů s hladkými kalibry.
Pojďme analyzovat návrh monitorování vnitřních závitů topných zařízení pomocí plynulého průchozího měřidla:
Zvažme ideální možnost, když je vnitřní závit vyroben v přísném souladu s GOST 6357-81, tj. ideálně podle jmenovitého profilu bez jakýchkoliv tolerancí. V tomto případě bude podle tabulky 2 vnitřní průměr závitu 30,291 mm.
Zkusme zkontrolovat toto vlákno pomocí měřidla s hladkým průchodem.
V souladu s článkem 6.2. GOST 2533-88 „Měrky pro potrubní závity. Tolerance" velikosti průměrů hladkých kalibrů pro zkoušení vnějších a vnitřních závitů by měly být určeny podle vzorců uvedených v tabulce 4.
Tabulka 4
| Označení (číslo typu) ráže | Název a účel typu ráže | Průměr ráže | |
| Označení | Maximální odchylka | ||
| Vnitřní závitoměry | |||
| PR (23) | Hladký průchozí konektor zástrčky |  |  |
| NE (24) | Hladký no-go plug měřidlo |  |  |
Hodnoty ukazatelů H1 a Z1 jsou uvedeny v tabulce 5.
Tabulka 5
| Hodnota TD1 podle GOST 6357 | H1, um | Z1 |
| od 375 um do 710 um | 26 | 52 |
Z analýzy údajů v tabulkách výše vyplývá, že průměr měřidla hladkého průchodu bude roven:
- jmenovitá hodnota: D1+ 52 µm = 30,343 mm
- hodnota s maximální horní odchylkou: D1+ 52 µm + 13 µm = 30,356 mm
- hodnota s maximální spodní odchylkou: D1+ 52 µm - 13 µm = 30,330 mm
Upozorňujeme, že podle článku 2.3. Dodatek 2 „Pravidla pro použití kalibrů“ k GOST 24939-81 „Měrky pro válcové závity“, „měřidlo s hladkým průchodem musí volně vstupovat do kontrolovaného závitu pod vlivem své vlastní hmotnosti nebo určité síly“.
V tomto ohledu dostáváme paradoxní obrázek, kdy by hladké průchozí měřidlo bez opotřebení, jehož minimální možný průměr je 30,330 mm, mělo volně zapadnout do závitu ideálně vyrobeného podle GOST 6357-81 o průměru což je 30,291 mm (nominální), což je v podstatě nemožné.
Takže při kontrole závitu dokonale vyrobeného v souladu s GOST 6357-81 s hladkým průchozím kalibrem bude toto vlákno uznáno jako nesplňující GOST 6357-81, což je samo o sobě absurdní.
To částečně vysvětluje případy, kdy jsou závitové spoje provedené v souladu s GOST 6357-81 třídy A, které vyžadují přesnější závitování z hlediska přípustných odchylek (tolerancí), při zkoušce s hladkou měrkou zamítnuty.
S přihlédnutím k výše uvedenému můžeme dojít k závěru, že zavedení dodatečného požadavku na kontrolu vnitřních závitů topných zařízení s hladkými průchozími měřidly nejenže nezajistí kontrolu nad prováděním závitů v souladu s GOST 6357-81, ale , naopak povede k absurdní situaci, kdy topná zařízení vyrobená v plném souladu s požadavky GOST budou považována za vadná.
Dále analyzujme návrh monitorování vnitřních závitů topných zařízení pomocí plynulého nepropustného měřidla:
Zvažme možnost, kdy je vnitřní závit vyroben v plném souladu s GOST 6357-81, ale s maximální tolerancí poskytovanou GOST - 640 mikronů (viz indikátor TD1 tabulka 3). V tomto případě bude vnitřní průměr závitu 30,931 mm.
Zkusme zkontrolovat toto vlákno pomocí hladkého no-go měřidla.
Z analýzy dat uvedených v tabulce 4 a tabulce 5 vyplývá, že průměr hladkého no-go měřidla bude roven:
- jmenovitá hodnota: D1+ 640 µm = 30,931 mm
- hodnota v maximální horní odchylce: D1+ 640 µm + 13 µm = 30,944 mm
- hodnota v maximální dolní odchylce: D1+ 640 µm - 13 µm = 30,918 mm
Všimněte si, že podle článku 2.4. Dodatek 2 „Pravidla pro použití kalibrů“ k GOST 24939-81 „Měrky pro válcové závity“, „hladké no-go kalibry by neměly vstupovat do kontrolovaného závitu pod vlivem své vlastní hmotnosti nebo určité síly“.
V tomto ohledu opět dostáváme paradoxní obrázek, ve kterém by hladké, neopotřebitelné NON-pass měřidlo, jehož minimální možný průměr je 30,918 mm, NEMĚLO volně zapadat do závitu vyrobeného podle GOST 6357-81 s maximálními tolerancemi. , jehož průměr je 30,931 mm, což je v podstatě nemožné.
Při kontrole závitu vyrobeného v souladu s GOST 6357-81 s hladkým NEJÍDÍCÍM kalibrem bude tedy toto vlákno uznáno jako neodpovídající GOST 6357-81, což je samo o sobě absurdní.
S přihlédnutím k výše uvedenému můžeme dojít k závěru, že zavedení dodatečného požadavku na kontrolu vnitřních závitů topných zařízení s hladkými nepropustnými měřidly nezajistí kontrolu nad prováděním závitů v souladu s GOST 6357-81.
Výše uvedená analýza tedy jasně ukazuje, že použití hladkých kalibrů nejenže není schopno jednoznačně prokázat shodu nebo neshodu závitu s požadavky GOST 6357-81, ale může také vést k rozpoznání závitu, který plně vyhovuje této GOST jako vadné.
Obzvláště zajímavá jsou samotná pravidla pro používání hladkých měřidel. Jsou stanoveny v GOST 24939-81 „Měrky pro válcové závity“ (Příloha 2 „Pravidla pro používání kalibrů“).
Pro hladký průchozí kuželový kalibr je tedy požadavek, že kalibr musí volně vstupovat do řízeného závitu vlivem své vlastní hmotnosti nebo určité síly, a pro hladký průchozí kuželový kalibr je požadavek, aby tato měrka se nesmí dostat do kontrolovaného závitu vlivem vlastní hmotnosti nebo určité pevnosti.
Zároveň ani Pravidla pro používání ráží, ani GOST 24939-81, ani žádné jiné regulační dokumenty nestanoví, kdo a jak by měl určovat velikost této síly a jakým směrem by měla na ráži působit.
Z toho lze vyvodit jednoznačný závěr, podle kterého neexistuje jednotná metodika používání ráží stanovená příslušnými předpisy.
Kromě toho je podle našeho názoru při projednávání požadavků na zkoušení závitů topných zařízení vhodné zvážit obdobné podmínky norem pro prvky topné soustavy přímo připojené k topným zařízením.
Takže v části „2. Regulační odkazy" GOST 30815-2002 "Automatické termostaty pro topná zařízení systémů ohřevu vody v budovách" GOST 6357-81 je uveden, ale dále se v textu nepoužívá. Možná z tohoto důvodu v novém vydání GOST 30815-2019 GOST 6357-81 v seznamu regulačních odkazů zcela chybí.
Kromě toho není v GOST 21345-2005 „Kónické a válcové kulové kohouty“ také uveden GOST 6357.
V normách GOST 30815-2019 a GOST 21345-2005 pro prvky topných systémů přímo připojených k topným zařízením tedy neexistují žádné požadavky na zkoušení závitů pro shodu s GOST 6357-81.
V této souvislosti není zřejmé, jaký přesný cíl sledují autoři návrhů řízení závitů topných zařízení pomocí přídavných hladkých měřidel, aniž by bylo zřízeno vůbec nějaké ovládání na závitech prvků topných soustav přímo napojených na topná zařízení.
Podle našeho názoru je naprosto zbytečné vést jakoukoli diskusi o použití hladkých měřidel pro sledování vnitřních závitů topných zařízení za přítomnosti:
- nesrovnalosti mezi jmenovitým průměrem vnitřního závitu a jmenovitým průměrem hladkého otvoru uvedeným v tomto článku,
- chybí jednotná schválená metodika pro používání ráží,
- absence jakýchkoli požadavků na závity a způsoby jejich ovládání ve vztahu k prvkům topných systémů přímo připojených k topným zařízením.
Kromě toho, abychom zjistili závislost toho, jak výsledky testování s hladkými měřidly ovlivňují pevnost závitových spojů topných zařízení, provedli jsme řadu testů. Pro testování bylo vybráno osm vzorků tří typů radiátorových sekcí:
- hliník (AL),
- bimetalické s ocelovými vertikálními a horizontálními tepelně vodivými kanály (BM),
- hliníkové radiátory s ocelovými vertikálními teplovodnými kanály (ASVK).
Všechny vzorky byly testovány pomocí závitových (jízdních a ne-jízdných) měřidel a byly dodatečně testovány s hladkými měřidly. Výsledky testování s hladkými měřidly jsou uvedeny v tabulce 6.
Vzorky 7 a 8 byly vybrány tak, aby neprocházející hladké měřidlo volně bez námahy zapadlo s mírnou vůlí do závitového otvoru sekcí chladiče. Vzorky byly přišroubovány šroubovacími zátkami doporučenými výrobcem radiátoru. Statické zkoušky tahem byly prováděny až do selhání vzorků v certifikované laboratoři.
Tabulka 6
Výsledky statické zkoušky tahem
| Číslo vzorku | Typ radiátoru | Kontrola pomocí měřidla s hladkým průchodem | Kontrola pomocí hladkého no-go měřidla | Nosnost, N | Hranice proporcionality. Bar |
| 1 | BM | negativní | pozitivně | 48 791 | 604,10 |
| 2 | ASVK | pozitivně | pozitivně | 41 884 | 525,71 |
| 3 | ASVK | pozitivně | pozitivně | 35 309 | 444,65 |
| 4 | BM | pozitivně | pozitivně | 108 272 | 1249,13 |
| 5 | AL | pozitivně | pozitivně | 39 924 | 502,09 |
| 6 | BM | negativní | pozitivně | 102 473 | 1061,17 |
| 7 | BM | pozitivně | negativní | 46 272 | 563,17 |
| 8 | BM | pozitivně | negativní | 52 987 | 619,63 |
Výsledky testu jsou potvrzeny oficiálními protokoly zkušebny, videozáznamem a focením.
Na příkladu vzorku č. 4 je dobře patrné, že při zkoušení bimetalového radiátoru dochází k deformaci závitového spoje.

Při testování hliníkového radiátoru a radiátoru s ocelovým teplovodným kanálem došlo k destrukci v tělese radiátorové sekce.

Z uvedených údajů vyplývá, že závit otopného tělesa, který nebyl zkoušen s hladkým průchozím (vzorek 1, 6) nebo neprostupným (vzorek 7, 8) kalibrem, ale plně vyhovuje požadavkům GOST - 6357, když je testován závitovými kalibry, tvoří takové závitové spojení, jehož mez proporcionální deformace mnohonásobně překračuje hodnoty tlaku, které ostatní prvky topných systémů vydrží.
Je také příznačné, že radiátory, jejichž závity nebyly testovány žádným hladkým kalibrem, z hlediska spolehlivosti a bezpečnosti z hlediska zničení závitového spoje, vykazovaly podobné a v některých případech lepší výsledky ve srovnání s radiátory, jejichž závity byly testovány jak hladké ráže.
To opět dokazuje, že kontrola závitů hladkými kalibry žádným způsobem neovlivňuje pevnost závitového spojení radiátoru a v důsledku toho bezpečnost a spolehlivost tohoto zařízení.
Navíc u vzorků č. 7 a č. 8 se ukázalo, že zatížení při porušení závitového spoje je vyšší než zatížení při porušení tělesa hliníkové sekce radiátoru a radiátoru se svislým ocelovým kanálem. Zvláště významné je, že hliníkové radiátory s ocelovým vertikálním kanálem vykazovaly horší výsledky než klasický hliníkový radiátor.
Na základě všeho výše uvedeného v tomto článku můžeme učinit jednoznačný závěr, že v současnosti poskytované metody sledování vnitřních závitů topných zařízení pouze pomocí závitových měrek (bod 8.2. GOST 31311-2005) jsou více než dostatečné pro výrobu topná zařízení, která jsou spolehlivá a bezpečná pro spotřebitele.



