Výroba kulových kohoutů v Rusku - typy a výrobní proces
Relativně nedávno byl na trhu vodovodních armatur hlavním uzavíracím zařízením tradiční ventil - nepříliš spolehlivý, se spoustou provozních problémů. Úspěšnější bylo nahrazení možností ventilů ventily s plným průměrem s kulovým prvkem. Ne všechny jsou si kvalitou rovny.
Výroba kulové ventily vyžaduje nový přístup k technickému procesu, minimálně využití moderních technologií. Takové uzavírací ventily nelze vyrobit pomocí polořemeslných metod.
Obsah článku:
Proč je výhodné vyrábět kulové kohouty?
Poptávka po uzavíracích a regulačních ventilech se jen zvyšuje. Jak jsou staré ocelové trubky a ventily vyřazovány, myšlenka použití kulového ventilu na nových plastových trubkách roste na popularitě.

Výroba se správnou organizací technologického procesu nemůže být ztrátová ze dvou důvodů:
- V domácím vodovodním nebo topném okruhu tvoří kulové ventily nejméně 90 % všech ventilů. Zbývajících 10 % se vztahuje na tradiční ventil na vstupu vodovodního potrubí do domu nebo bytu;
- výroba kulového kohoutu je technologicky pokročilejší. Odpadá velký strojový park a nákladné operace odlévání ocelových polotovarů.
Ale v tomto případě mluvíme o výrobě mosazných kulových kohoutů.Modely vyrobené z nerezové oceli nebo PPR propylenu se neberou v úvahu. Nerezové ventily se používají především pro průmyslová potrubí a potravinářskou výrobu.

Jsou dražší než tradiční ventily. Kulové kohouty vyrobené z polypropylenu jsou odlévány podniky, které vyrábějí PPR trubky. Je levný, ale používá se výhradně na polypropylenové vodovodní potrubí.
Výroba kulového ventilu z mosazi je považována za výnosnější, protože se jedná o univerzální produkt.
S mírnou úpravou způsobu montáže jej lze použít na:
- polypropylen;
- ocel;
- polyetylenové trubky PEX;
- kovoplastové vodovodní potrubí.
Kulový kohout má několik konstrukčních prvků, které mají pozitivní vliv na poptávku a ziskovost výroby:
- jednoduché schéma zamykání. Kovová kulička s otvorem rotující kolem svislé osy nevytváří prakticky žádné turbulence v proudění tekutiny, což znamená menší ztráty tekutiny. Můžete nainstalovat levnější model s kulovým prvkem s menší průtokovou plochou než tradiční ventil;
- Malé pouzdro se dobře hodí do vedení vodovodního potrubí nebo okruhu topného systému. Nejsou zde žádné dlouhé stonky vyčnívající jako ventil s masivními držadly;
- snadný způsob instalace. Instalace kulového ventilu trvá několik minut. Pro instalaci nejjednoduššího ventilu do litinového nebo bronzového tělesa budete potřebovat spojky s ohyby nebo adaptér se sadou těsnění pro přírubové připojení.
Dalším plusem je snadnější údržba kulového ventilu. Pokud se při výrobě použijí kvalitní materiály, vydrží fungovat deset let.Údržba ventilu vyžaduje periodický chod a otáčení vřetene podél závitu, otevírání a zavírání klapky. V opačném případě se přilepí talířový ventil a závitová část osy. Otevřít takový ventil je obtížné.
Typy kulových kohoutů
Žádná výroba nemůže být založena na výrobě jednoho modelu, který nahrazuje nebo duplikuje starý litinový ventil. Dnes existuje minimálně několik verzí mosazného ventilu s kulovým prvkem, je po nich poptávka, a proto jsou také zařazeny do výrobního plánu.
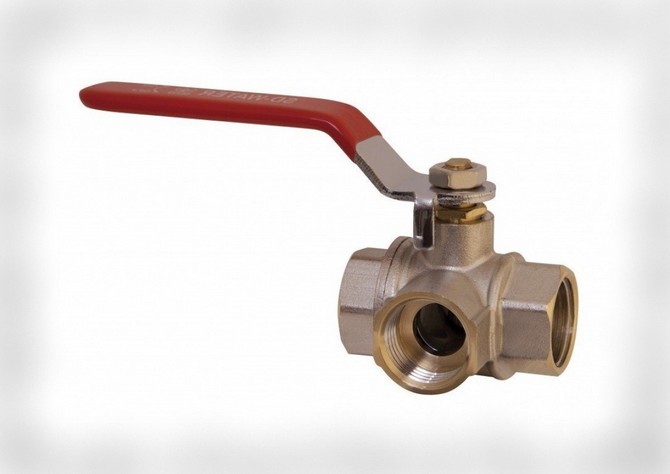
Typická konstrukce klasického jeřábu je znázorněna na schématu.
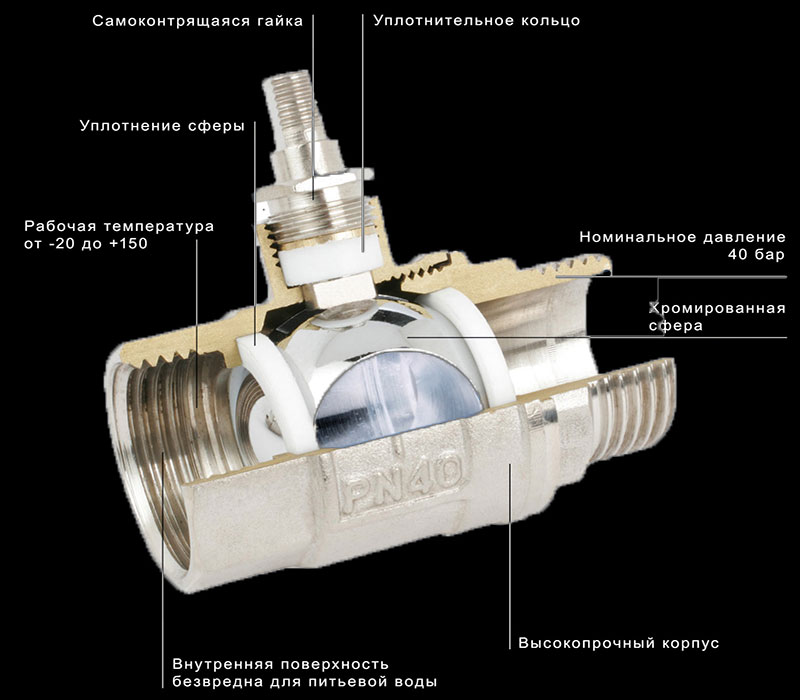
Základem výrobku je mosazné tělo s centrální komorou, uvnitř které je kulový prvek. Kulička má průchozí otvor, jehož průměr je o zlomek milimetru menší než vstupní otvor.
Blokovací prvek se může otáčet na tyči kolem svislé osy. Okraje jsou utěsněny fluoroplastovými kroužky, které těsně přiléhají k chromovanému povrchu koule.
Je zde málo dílů, všechny mají jednoduchou konfiguraci, takže výrobu lze snadno automatizovat.
S různými typy bydlení
V závislosti na provozních podmínkách kulového kohoutu se vyrábí několik typů pouzder. Nejjednodušší varianta je se skládacím tělem, dvojitým závitem pro armaturu.

Tělo je vyrobeno ve formě dvou částí, které jsou navzájem spojeny závitem. Výroba takových modelů je trochu dražší, ale je možné vyměnit kulový prvek a přítlačný těsnící kroužek z fluoroplastu.
Levnější modely se montují smršťovací montáží bez závitů. Výroba může být nákladově efektivnější, protože k sestavení kulového ventilu lze použít automatizovaný lis.
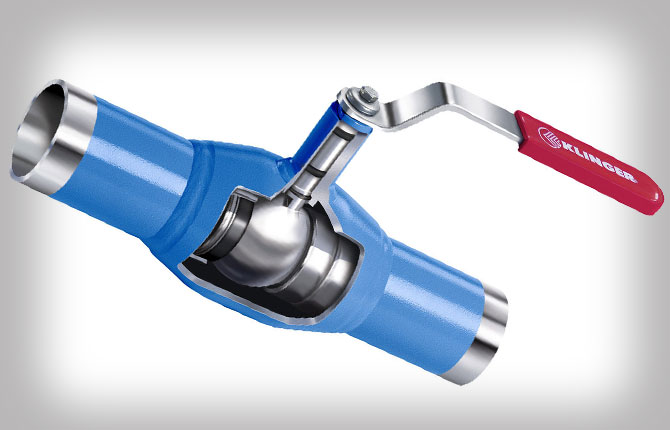
Pro podzemní komunikace se používá neoddělitelný kulový kohout s ocelovým tělem s ochranným nátěrem. Zvláštností výroby je použití svařování pro montážní práce.
Vysokotlaká potrubí jsou vybavena uzavíracím zařízením z oceli s litým tělesem.
Výrobní proces ocelových kulových armatur se od mosazných modelů liší pouze použitými materiály a způsobem instalace koule. Kulička je umístěna dovnitř otvorem pro tyč a místo ní je použito kuželové pouzdro. Kuličkové těsnění je vyrobeno z polyoxymetylenu a na objímce je umístěn kroužek z nitrilové pryže.
Kulový kohout vyrobený ze speciálních ocelí se používá jako uzavírací ventil na linkách pro přepravu tekutých potravinářských produktů a žíravých kapalin.
Výrobu klasickými metodami ztěžuje špatná obrobitelnost nerezové oceli. Proto je tělo sestaveno, což vám umožňuje opravit a udržovat vnitřní dutinu baterie a dokonce vyměnit kulový prvek.
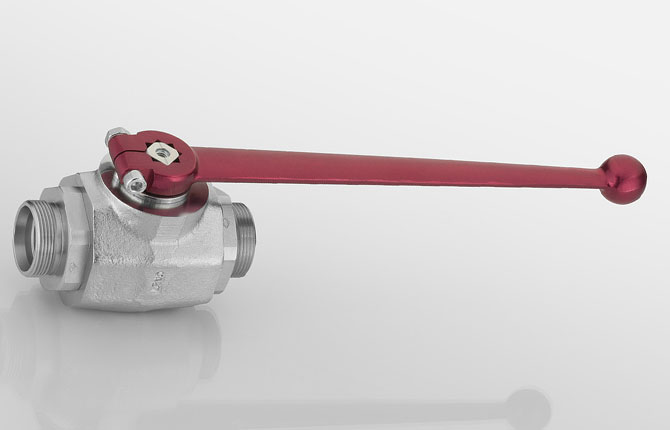
Podle typu řízení toku médií
V konvenčním uzamykacím zařízení může kulový prvek zaujmout dvě polohy – „otevřeno“ a „zavřeno“. Mezilehlé možnosti, kdy kohout není zcela otevřen, jsou považovány za nekonstrukční a nedoporučují se pro použití u konvenčních modelů.
Schopnost otevřít kulový prvek ne úplně, ale pod určitým úhlem, se používá k řízení průtoku kapaliny v třícestných ventilech.
Výroba jednoduchých mosazných modelů nevyžaduje další vybavení. K výrobě výrobků z korozivzdorné oceli budou zapotřebí specializované kovoobráběcí stroje.
Pomocí kohoutku můžete přepnout tok příchozí tekutiny na jeden ze dvou výstupů.Navíc u některých modelů je možné otáčet kulovým prvkem ne úplně, ale pod určitým úhlem.
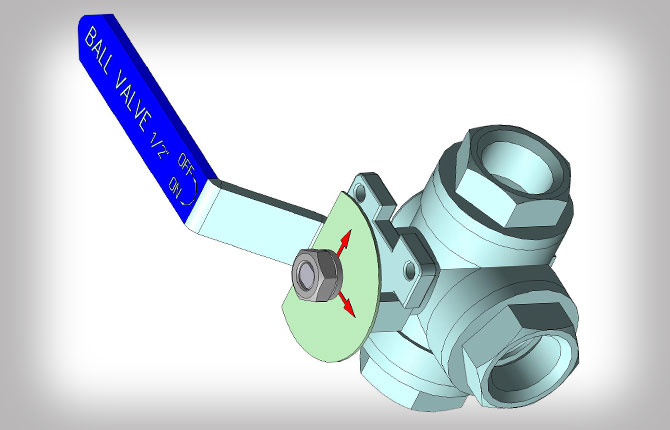
Průtok kohoutkem můžete regulovat ručně nebo pomocí dvojice elektromotoru a převodovky.

Vzhledem ke zvýšené popularitě topných systémů typu „teplá podlaha“ se aktivně rozšiřuje výroba poloautomatických ventilů pro regulaci teploty chladicí kapaliny v topném okruhu.

S různými konstrukcemi průtokových sekcí
Dutina uvnitř koule se může lišit tvarem a velikostí. Pro výrobu třítahových modelů se používají dva typy průtokových sekcí - tvary „L“ a „T“.
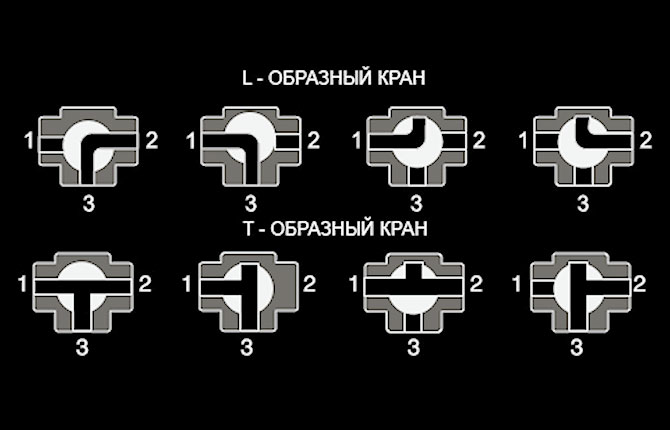
V prvním případě L-dutina umožňuje převádět tok z jednoho výstupu do druhého. T-dutina navíc umožňuje provoz v režimu běžné plnoprůtokové baterie.
Během výrobního procesu kulového ventilu pro kapaliny s vysokým obsahem pevných látek je náběžná hrana vstupní dutiny speciálně zaoblená a leštěná. To se provádí za účelem zamezení usazování nečistot a snížení opotřebení kovu.
S různými způsoby připojení
Pouzdra se také liší způsobem uchycení na potrubí a potrubní armatury. Vstup/výstup může být proveden s vnitřním nebo vnějším potrubním závitem pod spojka.
U polyetylenových PEX trubek je jeden nebo oba vstupy provedeny ve formě tvarovky pro krimpování polyetylenu s manžetou.
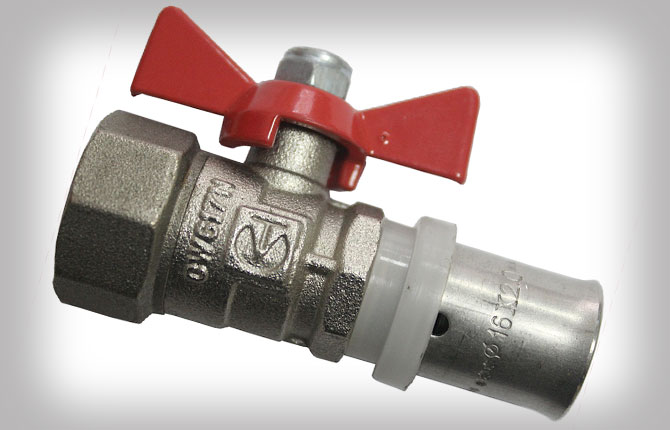
Pro výrobu závitníků pro kovoplastové potrubí se používá středový blok standardního modelového tělesa se závitem. Vstup a výstup jsou našroubovány do tělesa a mají šroubení a závitovou část pro přítlačnou matici.

Tento přístup k organizaci výroby kulových kohoutů umožňuje učinit některé díly univerzálními a v konečném důsledku snížit výrobní náklady.
Technologie a vybavení
K nastavení výroby budete potřebovat:
- lis se sadou razítek. Pro každého kulový ventil potřebujete alespoň dvě sady děrovačů a razidel pro ražení za tepla;
- zařízení pro přípravu mosazného prášku k odstranění kontaminantů z povrchu mikročástic. Od tohoto zařízení se často upouští, což snižuje výrobní náklady, ale značně snižuje kvalitu obrobku po lisování;
- CNC stroj pro vrtání, soustružení a řezání závitů;
- galvanická instalace pro nanášení niklu;
- montážní lis pro krimpování těsnění, tyčí a montáž kulového prvku do těla ventilu.
Pro malosériovou výrobu budete potřebovat:
- fluoroplastové kroužky;
- gumové těsnění na tyči;
- lepidlo;
- otočné knoflíky několika typů;
- ořechy
Vše výše uvedené je levnější koupit hotové, než zařizovat výrobu svépomocí.
Dále si budete muset zakoupit razítka pro lisování za tepla. Výroba takového nástroje vyžaduje složité vybavení a další ovládací prostředky, takže je lepší je objednat u specializovaného strojírenského podniku.
Pokud se podle obchodního plánu plánuje výroba celého sortimentu mosazných ventilů a armatur, bude nutné minimálně zakoupit kompresní matice, crackery a manžety pro všechny typy trubek.
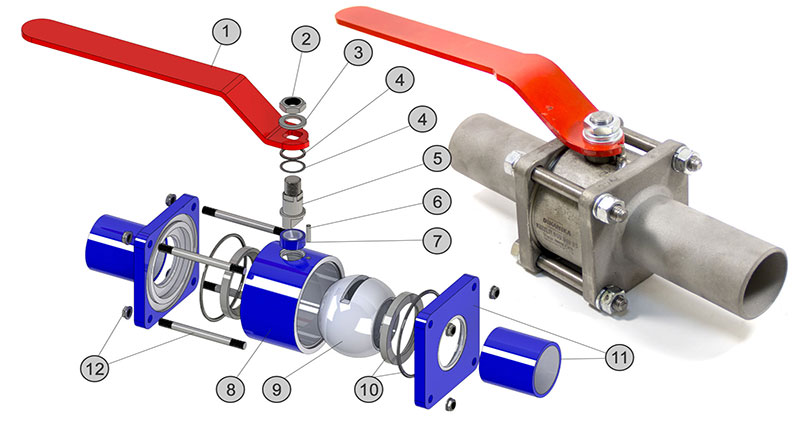
Technologický postup výroby kulových kohoutů
Výroba začíná zahřátím formy a mosazného prášku. Výroba lisováním za tepla bude stát o něco více než odlévání neželezných kovů, ale se zárukou absence vad odlitku a dutin. Lisování pouzder při nízkých teplotách, jak se to dělá při výrobě levných vodovodních baterií od ZAM, nedává smysl kvůli nízké kvalitě.

Poté, co tělo vyjede z formy, je ochlazeno a očištěno od zbývajícího maziva. Dále se provede odmaštění a nanesení niklové vrstvy v galvanické lázni. Na CNC stroji se vyřízne otvor pro tyč, vyřízne se závit a vyrobí se montážní drážky pro fluoroplastové těsnění těla.
Míč se kupuje hotový. Uvnitř je vyvrtána, vyleštěna a (v případě potřeby) pochromována dutina určitého tvaru. Prut je vyroben podobným způsobem.
Montáž se provádí na lisu. Naneste lepidlo a zatlačte přítlačný fluoroplastový kroužek dovnitř kohoutku ze strany přívodu kapaliny. Dále se vloží kulička, vtlačí se tyč a našroubuje se matice těla s druhým fluoroplastovým kroužkem.
Na konci montáže se na tyč nasadí pryžové těsnění, zašroubuje se upínací matice a namontuje se rukojeť. Kulový kohout je tlakově testován a pokud nejsou žádné připomínky, je výrobní proces považován za dokončený.
Výroba v Rusku a ve světě
Navzdory tomu, že technologie výroby je dostatečně osvědčená v praxi, kulové kohouty od různých výrobců se liší kvalitou, životností a často i vzhledem. Pojďme se blíže podívat na produkty různých tuzemských výrobců a vytvořit si vlastní hodnocení.
ARCO
Známý výrobce potrubních tvarovek. Produkty jsou vyráběny ve Španělsku a Tunisku. Španělský kulový kohout je kvalitativně shodný s tím, který vyrábí pobočka.
Na co dbáme při výběru kulového kohoutu ARCO:
- kvalitní mosazné tělo, stupeň poréznosti je shodný s litím. Během výrobního procesu je obrobek pro kulový kohout navíc podroben termostatům. Mosaz je stejná - CW617N/CW614N;
- Teflonové kroužkové vložky jsou velmi flexibilní, takže ventil snadno odolá tlaku až 15 barů a při testování - všech 50 barů.
Technologie výroby zahrnuje dvoustupňové leštění a dokončovací operaci ocelové kuličky. Po vyvrtání je kulový prvek zkontrolován na nepřítomnost házení, je instalován na tyč, poté je povrch pochromován a leštěn.
Pozitivní aspekty - vynikající kvalita všech dílů, hladké otevírání - zavírání bez odírání nebo „přilepení“.
Negativní aspekty - vysoká cena, skutečný kulový kohout od ARCO by měl stát alespoň 3 eura. Druhou nevýhodou je, že výrobek je často demontován v maloobchodních skladech, kde je kuličkový prvek nahrazen čínskou ocelovou kuličkou.
VEXVE
Společnost sídlí ve Finsku a zabývá se návrhem a výrobou plně svařovaných armatur s plným vrtáním. To znamená, že kulová konstrukce je umístěna uvnitř pouzdra bez rozebíratelných spojů.
Ventily jsou určeny především pro použití ve vysokotlakých produktovodech – do 40 bar. Při výrobě kulového kohoutu je použita legovaná ocel, tělo je třídy P235GH, koule a vřeteno jsou X5CrNi1810.
| Modelka | Možnosti |
| Přistoupení | Svařované |
| Jmenovité průměry | DN10-600 |
| Teplota průtoku | od -30 ÓOd do +200 ÓS |
| Tlak, bar | 25 |
| Uzlové materiály | |
| Rám | Ocel St.37,0/37,8 |
| Míč | AISI304 |
| Skladem | AISI303 |
| Těsnící kroužky | PTFE+C |
| Pero | Galvanizovaná ocel |
| Utěsněte pod objímkou stonku | teflonové |
Odolnost a těsnost ventilu na kulovém prvku zajišťují dvě talířové pružiny, které přitlačují těsnicí kroužky PTEF+C k povrchu koule.
Instalace se provádí pomocí svařovacího zařízení pouze na ocelové trubky. Od roku 2014 VEXVE OY (Finsko) prodává své vlastní produkty pod značkami VEXVE a NAVAL. Kulový kohout VEXVE je určen pro použití v průmyslové výrobě, především v petrochemických produktovodech, takže cena je poměrně vysoká. Například nejmenší model s průměrem vrtání 15 mm stojí od 50 dolarů.
Obecně je kvalita uzavíracích ventilů vysoká.
ADL
Ruská společnost ADL se specializuje na výrobu uzavíracích zařízení pro produktovody všech typů – od domácích sítí až po průmyslová potrubí. Objem výroby je velký. Výrobu hlavní části výrobků zajišťují automatizované linky.

Mosazné kulové kohouty pro domácí vodovodní systémy jsou známé pod značkami „Boston“ a „Chicago“. Ocelové uzavírací ventily se prodávají pod značkami „Bival“ a „ADL“.
Náklady na produkty jsou přibližně poloviční oproti finským a španělským analogům, kvalita odpovídá cenové hladině. Standardní ½” bostonská mosazná baterie s americkým stylem a motýlkovou rukojetí se prodává od 2,50 $.
BROEN
Hlavní výroba společnosti se nachází v Dánsku, pobočky má v Ruské federaci, moskevské oblasti a ve více než padesáti zemích. Specializuje se především na ocelové uzavírací armatury, ale existují i řady běžných mosazných plnoprůtokových modelů. Vyrábí se pod značkou Ballomax.
Kvalita výrobků do značné míry závisí na místě výroby. Evropské produkty podléhají 100% testování a testování pomocí komplexního vzorkovacího algoritmu. Kvalita je tedy poměrně vysoká.
"Bologovo posilovací závod"
Vyrobil několik kulových kohoutů stejného typu z mosazi a oceli. Do poslední chvíle byla výroba stabilní, kvalita na průměrné úrovni. Mosazné závitníky Bologovo se vyznačovaly masivním tělem s dobrou rezervou tloušťky materiálu v závitové části. Tady se u levných výrobků po roce až dvou používání objeví prasklina.
Ještě před několika lety byly mosazné armatury velmi žádané, protože cena ventilů a armatur byla ještě nižší než čínské výrobky. V poslední době se výrobky vyskytují na trhu mnohem méně často, existuje mnoho řemeslných padělků a prodejní cena originálu se více než zdvojnásobila.
Bugatti
Jedna z nejoblíbenějších značek kulových armatur. Vyrábí stejnojmenná společnost v Itálii. Hlavní důraz při organizaci výroby je kladen na vysokou kvalitu mosazného těla a dlouhou životnost. Standardní kulový ventil Bugatti vydrží až 20 tisíc otevření a zavření.

Tělo je vždy bíle poniklováno. Čistá mosaz může být použita pouze pro armatury nestandardní konfigurace. Cena kulového ventilu Bugatti je 1,5-2krát vyšší než průměr, takže produkty značky jsou aktivně padělány.
Jak rozlišit originální italský výrobek:
- označení na pouzdru je písmeno V v kosočtverci, musí být uvedena velikost závitu, nápis „Made in Italy“;
- vysoce kvalitní povrch kuličkového prvku. Uvnitř krytu je umístěn průhledný silikonový tuk mazacího typu;
- Tyč využívá upínací matici originálního tvaru.
Pro šarži jeřábů je vždy vystaven certifikát kvality a pas výrobku.Za nejspolehlivější ochranný prvek je však považována vysoká kvalita povrchu pouzdra - neexistují žádné vady, pruhy, nepravidelnosti nebo skvrny.
Aqualink
Jeřáby ruské výroby se vyznačují relativně malými rozměry a zvýšenou hmotností. To naznačuje, že hustota a nepropustnost mosazné tělo mnohem vyšší než u většiny konkurentů.
Kvalita kulového ventilu je znatelně vyšší než u jeho čínských protějšků, ale modely „Bant“ se kupují především pro systémy vytápění a zásobování vodou s nízkým vnitřním tlakem. Překročení tlaku více než 5 bar snižuje životnost fluoroplastových vložek. Kuličková vložka se opotřebuje teflon za pár měsíců.
Výhodou značky je relativně nízká cena produktu.
Výroba kulových kohoutů se rychle vyplácí, protože poptávka po kvalitních produktech roste. Problémů s výběrem dobrého vodovodního kohoutku bylo vždy dost, i když se jedná o produkty známých výrobců. Před nákupem byste proto měli pečlivě prostudovat modely a jejich vlastnosti.
Test kulových kohoutů značek Bugatti, Oventrop a LD: video.
Podělte se o své zkušenosti s výběrem kulových kohoutů a informace o výrobě armatur v komentářích. Jak vybrat ten správný kvalitní originální výrobní model? Uložte si článek do záložek, abyste nepřišli o užitečné informace.




V první řadě se kohoutek kontroluje magnetem. Pokud se lepí, tak je jasné, že jde o padělek z transformátorové oceli. Magnet se může přilepit v oblasti tyče, to je povoleno.Další věcí je podívat se na kvalitu nápisů na pouzdru. Při originální výrobě je tisk vždy čistý, reliéfní a bez chyb. Zákazník má obavy o vzhled, proto se razítko na lisu pravidelně čistí od ulpívajícího prášku.
Dále se podívejte na tloušťku stěny za závitem, můžete ji změřit posuvným měřítkem. Čím masivnější je, tím je považován za odolnější, jako bologovský jeřáb. Rukojeti jsou pouze kovové a pouze motýlky, pohodlně se instalují a po několika otevřeních nespadnou.
Nesouhlasím. Kvalitou jakéhokoli kulového ventilu není tělo, ani rukojeť, ale fluoroplastové vložky. Kontrola kvality je velmi snadná, hadici protáhneme hadicí, připojíme k autokompresoru a napumpujeme až na 8 At. Umístěte jej do kbelíku s vodou a podívejte se, odkud pocházejí bublinky. Běžná baterie sifonuje ve vodě bublinky pouze pod stopkou, lze ji namazat nebo utáhnout maticí.