Co je argonové svařování: jak jej správně používat, pokyny krok za krokem
Argonové svařování je jedním z typů elektrického obloukového způsobu spojování kovů.Pomocí wolframové elektrody se v kouli neaktivního plynu zapálí oblouk. Okraje svařovaných dílů se přitom roztaví a spolehlivě se spojí v jeden celek.
Obsah článku:
Svařování argonem - vlastnosti a popis
Za charakteristický rys argonového svařování lze považovat úspěšnou kombinaci principů elektrického a plynového svařování. Tato svařovací technika poskytuje vynikající kvalitu svarů. Jsou pečlivě broušeny a na konci celého pracovního cyklu jsou spoje absolutně neviditelné.

Hlavním faktorem procesu je elektrický oblouk. Zde dochází k přeměně elektrické energie na energii tepelnou. Vysoký tepelný práh taví kov v místě svařování. Pohybujete-li obloukem plynule, získáte roztavení materiálu a spolehlivé spojení obrobků. Pohybem elektrody se upravují parametry svarové lázně, upravuje se rychlost svařování, míra průvaru, kvalita a šířka švu.
K vyplnění mezer a přivaření vysoké kovové housenky na šev se používá výplňový drát. Složení musí být totožné se svařovaným materiálem. Přídavný drát se do bodu tání přivádí ručně.
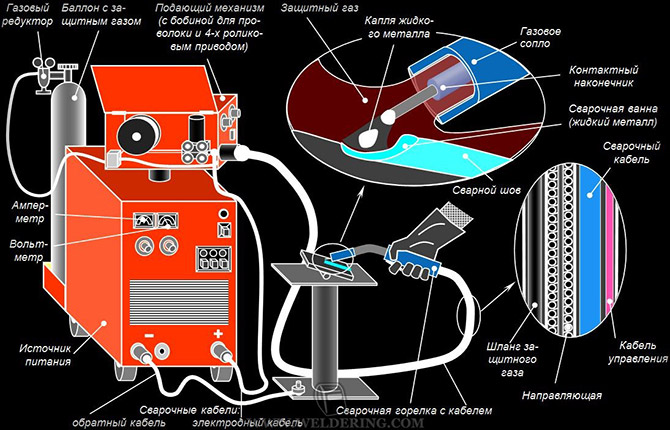
Zdrojem napájecího proudu je jednotka invertorového typu s ovládáním, systémem přívodu neutrálního plynu a konektory pro připojení hořáku. Proud se může měnit, být konstantní nebo střídavý.
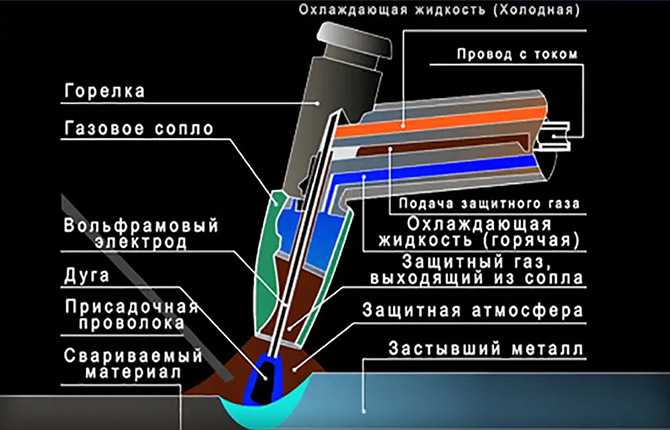
Když je v provozu argonová svařovací jednotka, inertní argonový plyn je přiváděn tryskou nástroje do zóny oblouku. Ze svarové lázně „vytlačuje“ atmosférický vzduch, včetně kyslíku a dusíku. Kovové švy jsou tak při svařování spolehlivě chráněny. Základna oblouku, nekonzumovatelná wolframová elektroda, je rovněž chráněna. Pokud se svařování provádí bez inertního plynu, je wolfram vystaven agresivnímu vlivu kyslíku a je zničen.
Atmosférický vzduch negativně ovlivňuje kvalitu svařovacího procesu. Inertní plyn se používá k ochraně fúzní zóny před atmosférickým kyslíkem. V běžné praxi se jedná o argon. K tomuto účelu lze použít helium, ale jeho cena je mnohem vyšší. Nízká cena argonu se vysvětluje tím, že je to jen vedlejší produkt průmyslového procesu dělení vzduchu na kyslík a dusík.
Výhody svařování argonem:
- Estetický, vysoce pevný šev.
- Nejsou nutná žádná tavidla ani povlaky elektrod.
- Pracujte s díly libovolné velikosti.
- Možnost navaření kovu na poškozené části dílů pro jejich obnovu.
- Spojování obtížně svařitelných kovů (titan, litina, hliník a další).
- Minimum emitovaných aerosolů ve srovnání s jinými typy svařování.
- Okraj kovového výbrusu „v argonu“ má ideální geometrii, netvoří se na něm oxidové a nitridové filmy.
- Argonová metoda umožňuje spojovat tenké vrstvy kovu a provádět speciální svařovací operace.
Mezi nevýhody patří skutečnost, že argonové svařování kovu je pomalejší než u jiných svařovacích strojů a metod.
Práce s argonem představuje nebezpečí pro lidské zdraví.Vdechovaný plynný argon způsobuje závratě, může vést k nevolnosti, zvracení, ztrátě vědomí a dokonce smrti. Ti, kteří pracují s argonovým svařováním, často pociťují bolesti hlavy, zvonění v uších, únavu, poruchy trávicího traktu a problémy s dýcháním.
Svářeč riskuje rozvoj aluminózy, nevratné plicní patologie, protože je vystaven negativním účinkům ozónu, radioaktivity a oxidů dusíku.
Klasifikace argonového svařování
Technologie argonového svařování je klasifikována podle jednotlivých funkčních principů:
- Manuální metoda. Manipulace s hořákem, obloukovým hořákem a přísadou jsou prováděny ručně svářečem. Jeho zkušenosti a kvalifikace určují tempo procesu a parametry svarů.

- Poloautomatický. Zařízení má funkci pro podávání přídavného drátu. Instalace je vybavena mechanismem podávání drátu. Svářečka pracuje pouze s argonovým hořákem a jednu ruku nechává volnou. Lze jej použít k držení nebo rozkládání obrobků. Metoda je produktivnější než manuální, ale kvalifikace svářeče je velmi důležitá.
- Auto. Podávání drátu a pohyb vozíku s hořákem probíhá automaticky, bez účasti pracovníka. Výhodou jsou hladké, kvalitní svary. Funkce operátora je ovládat a správně nastavovat parametry - hloubku požadovaného průniku, optimální rychlost pohybu vozíku atd.

Svařování argonem se navíc odlišuje skutečným procesem – zda je použit přídavný drát nebo ne.
Bez přísady můžete svařovat tenký kov (do 2 mm) s těsným tlakem - podél švu by neměly být žádné mezery. Poté se okraje roztaví elektrodou a tento kov stačí ke spojení obrobků.Výsledkem je utěsněný, tenký, hladký, zrcadlový šev bez „šupin“.
Vaření s plnicím drátem trvá déle. Typ svaru je „šupinatý“ a počet vrstev šupin přímo závisí na rytmu přísunu přísady do svarové lázně. Mezery a mezery mezi díly až do šířky 5 mm jsou vysoce kvalitně roztaveny a konvexity jsou nataveny pro drážky. Přídavná metoda se používá pro argonové svařování kovů o tloušťce 3 mm.
Není to tak dávno, co se objevila další inovativní technologie argonového obloukového svařování – robotická. Jeho zvláštností je, že svařování dílů na dopravnících je prováděno robotickými komplexy. Metoda se vyznačuje vysokou produktivitou a nízkou cenou práce.

Nevýhodou jsou značné náklady na unikátní zařízení, naléhavá potřeba přilákat vysoce kvalifikované specialisty na údržbu, softwarovou podporu a dolaďování komponent robota. Technologie je určena pro velké objemy výroby.
Argonové svařování - jaké nástroje a vybavení potřebujete
Zařízení a příslušenství pro argonové obloukové svařování jsou rozděleny do 3 skupin.
První zahrnuje speciální zařízení, která provádějí jednu konkrétní operaci. Argonové svařování, prováděné takovými zařízeními, se používá ve velkých podnicích s kontinuální výrobou ve velkém měřítku.
Druhý – specializované vybavení, které je nakonfigurováno pro operace s úzkým rozsahem dílů specifické kategorie.
Třetí – univerzální stroje, používané pro několik typů operací a materiálů. Jedná se o nejoblíbenější skupinu komerčně vyráběných zařízení.Jsou široce používány nejen pro průmyslové účely, ale jsou velmi žádané mezi řemeslníky a „garážovými“ řemeslníky.
Sada zařízení pro univerzální argonové svařování:
- pracovní oděvy, bezpečnostní obuv, osobní ochranné prostředky;
- jednotka pro provádění práce s nekonzumovatelnou elektrodou;
- wolframové nekonzumovatelné elektrody;
- výplňový drát;
- vysokotlaké hadice;
- plynová láhev;
- reduktor plynu;
- pomocný nástroj.
V plynové láhvi je ve stlačené formě plyn - argon. Lahve se používají pro různé plyny. Aby nedošlo k záměně stejných nádob s různým obsahem, jsou lahve označeny. Surový argon se tedy pumpuje do černého válce s bílým nápisem a bílým pruhem. Technický argon - také v černém válci, ale nápis je modrý, pruh modrý. Čistý argon se vyznačuje šedým válcem se zeleným nápisem a pruhem. Na válcích jsou také vyraženy další speciální technické informace.
Každý reduktor je navržen pro svůj vlastní plyn. Barva reduktoru musí odpovídat barvě plynové láhve. V levné variantě můžete použít „černý“ reduktor oxidu uhličitého. Nejčastěji se ale pod argon instaluje redukce s rotametrem.
Pro argon se pro svou kvalitu a spolehlivost používají vysokotlaké kyslíkové hadice. Vnitřní průměr se pohybuje od 9 do 18 mm. Vybrat ten správný tedy nebude těžké.
Proudový zdroj pro argonové svařování se volí podle cílů a úkolů, které je potřeba při práci provést.
Wolframové elektrody jsou určeny k zapálení a udržení oblouku. Mají příslušná označení charakterizující jejich vlastnosti a přítomnost speciálních nečistot.
K přípravě kovu pro svařování jsou potřebné pomocné materiály, například bruska, různé kovové kartáče.
Soulad s bezpečností
Argon, jako každá jiná metoda svařování, vyžaduje přísné dodržování bezpečnostních předpisů. Jsou většinou jednoduché, ale jejich provedení umožňuje zachránit nejen zdraví, ale i život.
Práce musí být organizována ve speciálních místnostech nebo kójích. Tam, kde není možné tyto podmínky realizovat, je místo pro svářečské práce argonem ohrazeno zástěnami. Jsou to panely vyrobené z překližky, natřené ohnivzdornou kompozicí, jejíž součástí je i oxid zinečnatý, který pohlcuje ultrafialové paprsky. Výška takového plotu nesmí být menší než 2 m.
Zařízení pro svařování argonem je instalováno na rovné ploše v souladu s technologickými rozměry. Pracoviště svářeče musí být vybaveno odsávacím a přívodním větráním. Výfukové panely jsou velmi účinné. Jsou umístěny vodorovně nebo pod úhlem, takže kontaminovaný vzduch z oblouku je čerpán dolů nebo pryč od svářeče. Tím se zabrání tomu, aby se škodlivé látky dostaly do dýchacích cest pracovníka.
Co musíte udělat, než začnete:
- Zkontrolujte a ujistěte se, že speciální oděv, obuv a ochranné pomůcky svářeče jsou v dobrém stavu, čisté a nejsou nasáklé olejem nebo jinými hořlavými látkami.
- Při oblékání overalu zapněte všechny knoflíky, zavažte stužky, boty zašněrujte.
- Bundu a kalhoty je třeba nosit rozepnuté, kapsy uzavíratelné klopami a vlasy zastrčené pod pokrývku hlavy.
- Zkontrolujte pracoviště, osvětlení, digestoř.
- Odstraňte nepotřebné obrobky, nepotřebné předměty a hořlavé materiály.
- Zkontrolujte zařízení.Musí být spolehlivě uzemněn, vysokonapěťové kontakty chráněny a uzavřeny a celistvost vodičů nesmí být narušena.
- Ujistěte se, že měřící a signalizační zařízení a zajišťovací zařízení zařízení fungují.
- Začněte pracovat až po úplném odstranění zjištěných nedostatků.

Jak správně používat argonové svařování pokyny krok za krokem
Před svařováním musí být obrobek důkladně očištěn od nečistot, strojního oleje a mastnoty. To lze provést jakýmkoli rozpouštědlem. Při tloušťce svařovaných dílů nad 4 mm je nutné ořezávání hran a svařování argonem se provádí pouze natupo.
Pro zničení oxidových filmů je spoj ošetřen kovovými kartáči. Spojení se složitou geometrií se čistí úhlovou bruskou.
Pro odstranění vlhkosti by měly být obrobky zahřáté na 150 stupňů. Aby se zabránilo propálení, jsou měděné nebo ocelové desky umístěny pod tenký kov, aby se odstranilo teplo.
Přísada se pohybuje výhradně před hořákem podél svařovaného svaru.
Krátkou dobu (5-7 sekund) před zapálením oblouku se zapne přívod inertního plynu. Po dokončení svařování musíte opět počkat stejnou dobu, než uzavřete plyn.
Pořadí akcí pro práci s argonovým obloukovým svařováním:
- Zapněte zařízení.
- Připojte zemnicí vodič ke svařovacímu stolu nebo obrobku.
- Otevřete ventil na plynové láhvi.
- Přibližte argonový hořák ke svařovanému dílu tak, aby vzdálenost k elektrodě byla 3-5 mm.
- Nasaďte si ochrannou masku a zapněte napájení.
- Výsledný svařovací oblouk držte na počátečním okraji spoje, dokud se nevytvoří louže roztaveného kovu.
- Pomocí kruhových, hladkých manipulací dosáhněte roztavení okrajů stran.
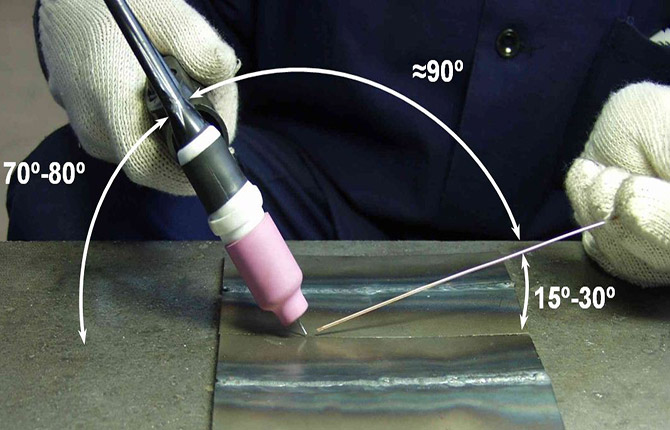
- Mezi hořákem a povrchem udržujte úhel 45 stupňů.
- Pomalu a opatrně posouvejte hořák s jehlou dopředu a zasouvejte plnicí drát do hořáku.
- Na konci svaru snižte proud, aby se kráter vyplnil.
Argonové svařování je výnosná inovativní metoda pro restaurování výrobků. Náklady na svářečské a restaurátorské práce jsou výrazně nižší než na výrobu nového dílu. Repasovaný produkt může vydržet velmi dlouho.
Použili jste někdy sváření argonem? Řekněte nám o vlastnostech, které vám pomohou rychleji získat dovednosti. Zanechte svůj komentář, sdílejte článek na sociálních sítích, přidejte jej do záložek.




Jak vařit s argonovým svařováním venku za větrného počasí?
Nebudete moci svařovat jako v dílně – vítr odfoukne ochranný plyn a nechá svarovou lázeň otevřenou vnějším vlivům. Chraňte oblast svařování plátem železa. Pokud po ruce není nic vhodného, zablokujte si vítr tím, že se postavíte na stranu, odkud fouká.
Co dělat, když svarová lázeň hodně bublá?
Upravte přívod argonu do reduktoru. Plynu je buď příliš málo (uhlík uniká z kovu) nebo příliš mnoho.
Jak správně naostřit wolframovou elektrodu?
Naostřete tyč na rotujícím diamantovém kotouči. Vydrží déle než běžná bruska. Umístěte elektrodu špičkou směrem od vás na konec rotujícího kruhu. Dosáhněte úhlu ostření 20-30 stupňů. Pro svařování při proudech 200-300 A je nutné ostření 60 stupňů.Je vhodnější svařovat tenký kov 1-1,5 mm špičkou jako jehla - úhel ostření je přibližně 10 stupňů.