Kovoplastové trubky: typy, technické vlastnosti, instalační vlastnosti
V mnoha charakteristikách jsou kovoplastové trubky lepší než jejich nejbližší konkurenti: polymerové, měděné, litinové a ocelové materiály pro pokládku dálnic. Jejich vlastnosti jsou významné zejména při konstrukci topného systému.
Aby kov-polymerový kompozit plně realizoval kvality deklarované výrobcem, je nutné zvolit správný typ potrubí. Musí být vhodné pro nadcházející provozní podmínky a usnadňovat instalaci. Vše o trubkách z kovu a plastu a také pokyny pro jejich výběr se dozvíte z našeho článku.
Obsah článku:
Konstrukce kompozitních trubek kov-plast
Metaloplastové potrubí si získalo oblibu díky kombinaci pevnosti kovu a flexibilita polymer. Konstrukce kompozitních trubek je vícevrstvý „koláč“ vrstev polymeru vyztuženého hliníkovou vrstvou.
Symbióza plastu s kovem zajišťuje vysokou mechanickou pevnost, zabraňuje difúzi kyslíku z atmosféry a minimalizuje tepelnou roztažnost materiálu.
Vnitřní polyetylenová „vložka“ je absolutně hladká, zajišťuje nerušený průchod dopravovaného média a zabraňuje vzniku usazenin a vodního kamene.Polymer je odolný vůči agresivním látkám a nekoroduje.

Kovové jádro je zodpovědné za tuhost výrobku a zvyšuje teplotní odolnost potrubí. Konce hliníku jsou spojeny laserovým svařováním. Tloušťka hliníkové manžety je 0,15-0,75 mm - to umožňuje odolávat častým výkyvům teplot a vysokému tlaku.
Vnější polymerová vrstva je obzvláště odolný plast, odolný proti mechanickému poškození, vysoké vlhkosti a agresivním činidlům. Vnější plášť snižuje intenzitu tvorby kondenzátu na potrubí.

Počáteční vlastnosti produktu jsou do značné míry určeny typem použitého polymeru:
- PEX – vysokohustotní polyethylen;
- PE-RT – tepelně odolný polymer;
- ZA – polyethylen;
- PP-R – polypropylen.
Složení lepidla je zodpovědné za pevnost celé sestavy. Výrobci zavádějí vlastní patentované receptury a ingredience a poměr složek nejsou inzerovány. Vysoce kvalitní lepicí vrstva neutralizuje napětí uvnitř struktury mezi polymerem a hliníkem, zabraňuje delaminaci a zvyšuje odolnost potrubí proti opotřebení.
Fyzikální a technické vlastnosti
Vlastnosti kovoplastových potrubí závisí na rozměrech výrobku (průměr, tloušťka stěny), typu polymeru a výrobci. Všechny indikátory však musí splňovat normy GOST 18599 (2001), R-53630 (2009) a R-52134 (2003).

Všeobecné požadavky na kovoplastové rozvody podle GOST:
- mez kluzu horké plastové vrstvy – do 0,3 g/10 minut;
- žádná delaminace náběžné hrany při natažení až o 10 %;
- minimální přípustná odolnost proti delaminaci při zatížení je 15 N/cm, bez zatížení – od 50 N/cm;
- zesíťování polyethylenových vrstev – od 60 %;
- tepelná stabilita plastových součástí;
- limitní hodnota propustnosti kyslíku při teplotě +40°C je 0,32 mg/m2*den, při +80°C – 3,6 mg/m2*den;
- stupeň pevnosti použitých polymerů je od 8-12 MPa;
- počáteční teplota tekutosti adhezivní kompozice je alespoň +120 °C.
GOST také reguluje environmentální parametry. Podíl těkavých látek v kovoplastových trubkách by neměl překročit 0,035 %.
Základní zprůměrované fyzikální a technické vlastnosti:
- Sortiment. Výrobci nabízejí kovoplastové výlisky s vnitřním průřezem 14-60 mm a tloušťkou stěny 2-3 mm. Délka zálivu je 50-200 m.
- Síla. Při bočním zatížení je minimální pevnost v tahu 2880 N. Pevnost při svařování na kov a lepené spoje je 57 a 70 N/m2.
- Odolnost vůči teplu. Kompozit si zachovává své vlastnosti v teplotním rozsahu +95°C. Předpokládejme krátkodobý skok na +110°C, při -40°C termoplast zamrzne.
- Lineární parametry. Poloměr ohybu je přímo úměrný průměru potrubí. Pro ruční instalaci je hodnota 80-125 mm, pro strojní instalaci (ohýbačka trubek nebo přípravek) - 46-95 mm.
Limit tlaku v systému závisí na teplotě dopravovaného prostředku.

Pokud vyhovuje provozním normám pasů, životnost kovového plastu je 50 let. Při použití v „horkých“ inženýrských sítích (teplota chladicí kapaliny nad 25-30°C) se doba provozu zkracuje na 25 let.
Výkon a rozsah použití
Struktura a technické vlastnosti kov-plast určily řadu silných stránek kompozitní dálnice.
Mezi pozitivní aspekty provozu patří:
- antikorozní – vnitřní povrch nerezaví a nebahní;
- dobrá průchodnost díky nízkému hydraulickému odporu potrubí;
- chemická inertnost vůči většině toxických látek a agresivnímu prostředí;
- flexibilita, která umožňuje minimalizovat počet konektory a rohové díly;
- plynotěsnost - prvky potrubního systému (radiátory, kotle, čerpací zařízení) jsou chráněny před škodlivými účinky kyslíku;
- absorpce hluku – tichý transport kapalin po inženýrských sítích;
- odolnost proti opotřebení, snadné použití a bez nutnosti další údržby.
Trubky jsou lehké, a proto se snadno přepravují a instalují. Další výhody: estetika, dostupné náklady a prakticky bezodpadové použití.

Spolu s pozitivními aspekty má kovový plast také nevýhody:
- Rozdíl teplotní roztažnosti. Plast se rychleji „přizpůsobí“ změnám teploty vody než hliník. Tento rozdíl negativně ovlivňuje materiál – časem se spoje oslabují a zvyšuje se riziko zatékání.
- Požadavky na ohýbání. Opakované ohýbání/neohýbání nebo jednorázové ohýbání nad rámec normy může vést k deformaci vrstev kovoplastového výlisku.
- Náchylnost k UV záření. Vnější vrstva polymeru ztrácí své ochranné vlastnosti při dlouhodobém vystavení ultrafialovému záření.
Potrubí kov-polymer se instaluje pomocí kompresních šroubení.

Tyto deformace mohou být důsledkem zamrznutí chladicí kapaliny v potrubí. Řešení problému: izolace hlavního potrubí ve fázi instalace nebo výměna dopravované vody v topném systému za nemrznoucí.
Výkonové vlastnosti kov-polymerových trubek umožňují jejich použití v soukromé, průmyslové výstavbě a dalších oblastech podnikání.
Hlavní aplikace:
- komunikace systémů zásobování vodou;
- dodávky agresivních kapalin a plynu v zemědělství a průmyslových zařízeních;
- uspořádání izolovaných „vodních podlah“, včetně ohřevu půdy ve sklenících;
- izolace elektrických kabelů a vodičů.
Kovovo-plastové kompozitní tvarovky jsou široce používány při konstrukci ventilačních, klimatizačních a zavlažovacích systémů.

Provozní omezení:
- prostory klasifikované podle norem požární bezpečnosti jako kategorie „G“ - jsou umístěny látky, jejichž zpracování je doprovázeno tvorbou tepla nebo výskytem jisker;
- budovy se zdroji tepla, pokud teplota jejich vytápění přesahuje 150 °C;
- centrální vytápění s „vložkou“ výtahové jednotky;
- při přívodu horké chladicí kapaliny s pracovním tlakem 10 barů nebo více.
Nedoporučuje se instalovat kovoplastové komponenty do otevřených inženýrských sítí. Teplotní skoky a provoz v chladném počasí povedou ke zničení potrubí.
Výběr kovových a plastových výrobků
Kvalita a provozní podmínky kovoplastových výrobků závisí na typu polymerní součásti, velikosti, technologii připojení hliníkové manžety a spolehlivosti výrobce. Podle uvedených kritérií lze klasifikovat celý sortiment potrubních výrobků.
Typ použitého polymeru
Plasty pro výrobu trubek se podle svého složení běžně dělí do dvou skupin: vysokotlaké a nízkotlaké polymery.
Do první skupiny patří:
- PEX- zesíťovaný polyethylen;
- PE-RT – tepelně odolný polymer.
PEX je polyethylen se „zesíťovanými“ molekulárními řetězci. Příčné vazby přeměňují lineární strukturu na stabilní trojrozměrné spojení.

Tato vlastnost zvyšuje odolnost potrubí vůči vodní kladivo.
Typ mezimolekulárních vazeb je určen použitým síťovacím katalyzátorem:
- PEX-A. Nové řetězce uvnitř struktury jsou výsledkem ošetření polyethylenu peroxidem. Je dosaženo maximální úrovně „firmwaru“ - až 85%. Výhody: zachování elasticity, vysoká pevnost a výrazná molekulární „paměť“. Nevýhodou jsou vysoké náklady na technologii a v důsledku toho vysoká cena potrubí.
- PEX-B. Optimální alternativa k A-linkům. Technika síťování pomocí silanu. Hlavní výhodou je snížení výrobních nákladů. Technologické nuance: stupeň zesíťování - 65%, snížená elasticita, přísnější omezení ohýbání trubek. Polymery PEX-B si zachovávají pomalý proces zesíťování – materiál v průběhu času mění své původní vlastnosti.
- PEX-C. Vznik nových vazeb vlivem elektronového záření. Kvalitativní parametry hotového výrobku jsou výrazně nižší než u trubek kategorie PEX-A. Navíc - nízké náklady.
- PEX-D. Mezimolekulární vazby jsou výsledkem ošetření dusíkem. Trubky PEX-D nemohou konkurovat svým protějškům a jejich výroba byla omezena.
Trubky RE-RT se vyznačují dlouhodobou tepelnou odolností. Tepelně stabilní polyethylen má četné stabilní mezimolekulární vazby. Výroba zahrnuje techniku řízených procesů prostorové tvorby makromolekul.

Díky vysokým technickým vlastnostem kovoplastových trubek s polymerem RE-RT se rozšířil jejich rozsah použití. Hlavní vlasec vydrží teploty až +124°C a nebojí se zamrznutí.
Pro instalaci „studeného“ potrubí jsou vhodné modely vyrobené z nízkohustotního polyethylenu. Možná označení: PE-RS, PE, PEHD, HDPE. Vlastnosti materiálů:
- kritická je teplota 70°C - trubky jsou zdeformované;
- maximální tlak v systému – 8-10 bar;
- zhoršení v důsledku vystavení slunci.
Kompozitní materiál vyrobený z kovu a nízkotlakých polymerů je zvolen proto, aby „ukrojil“ rozpočet na stavbu potrubí.
Rozměry potrubí: průměr a tloušťka výztuže
Velikost potrubí je dána rozsahem jeho použití. Řada předních výrobců zahrnuje modifikace s vnějším průměrem 16-50 mm.

Níže jsou uvedeny charakteristiky a vlastnosti použití trubek o průměru XX*YY, kde XX je vnější průřez, YY je vnitřní průměr.
16*12. Potrubí se používá především pro uspořádání vodního okruhu (dodávka vody do měřičů, směšovačů) a topného systému domu. Pro hlavní potrubí lze použít výrobky většího průměru.
20*16. Instalace "teplých podlah" a vodovodních systémů. Armatury mají lepší průchodnost ve srovnání s předchozími analogy, proto se doporučuje instalovat je, když je tlak vody nestabilní.
26*20. Tloušťka stěny – 3 mm.Tato možnost se přednostně používá v soukromém domě pro autonomní systémy, kde je důležité zajistit určitou rezervní kapacitu pro případ možných tlakových „výpadků“.
32*26. Rozměry potrubí umožňují jeho použití jako stoupací nebo hlavní potrubí pro nízkotlaké systémy. Objem přepravované jednotky je zvětšen díky velkému průřezu.
40*32. Tloušťka – 3,9 mm. Potrubí našlo uplatnění při pokládání dlouhých tras inženýrských sítí v občanské i průmyslové výstavbě. Vhodné pro úpravu vody, klimatizaci, individuální a centralizované systémy zásobování vodou.

Tloušťka pancéřové vrstvy určuje pevnost, pružnost a tepelnou vodivost trubek.
Při výběru se berou v úvahu následující nuance:
- čím silnější je hliníková vrstva, tím tužší je potrubí;
- vlastní montáž se snadněji provádí z výrobků s kovovou vrstvou 0,15-0,2 mm;
- se zvýšením podílu výztuže se zvyšuje ztráta tepelné energie během přepravy chladiva.
Pro provádění vnitřních prací v domácnosti je optimální velikost výztužné vrstvy 0,3-0,5 mm.
Nuance výrobní technologie
Existují dva základní způsoby výroby kovo-polymerových trubek: anglický a švýcarský. Hlavním rozdílem mezi technologiemi je možnost připojení hliníkové manžety.
Od obchodníků často můžete slyšet o klasifikaci trubek na „bezešvé“ a „bezešvé“ v závislosti na technologii výroby. Když se však ponoříte do základů výroby, můžete pochopit, že spojovací šev je přítomen v obou možnostech, rozdíl je v jeho provedení.
Anglická technologie - překrývající se svařování. Trubka je vytvořena z kovového pásku, okraje „objímky“ jsou svařeny a překrývají se ultrazvukem. Na vnější a vnitřní stranu hliníkové trubky se současně nanášejí vrstvy lepidla a polymeru.

Švýcarská technologie – svařování na tupo. Výrobní fáze:
- Výroba polymerních trubek vytlačováním.
- Nanášení lepidla na vnější povrch plastu.
- Tvorba a „srolování“ kovové vrstvy z hliníkové pásky.
- Lepení hran výztužného materiálu end-to-end pomocí argonového oblouku nebo laserového svařování.
- Následná aplikace lepidla a polymeru na hliníkový povrch.
Poslední fází je chlazení hotového výrobku.

Ujištění prodejců „bezešvých“ trubek o vyšší pevnosti ve srovnání s „bezešvými“ trubkami by nemělo být chápáno jako axiom. Odborníci na svařování vědí, že pevnost přeplátovaného svaru je vždy vyšší než pevnost tupého spoje.

Recenze výrobců: poměr kvality a ceny
Neformální hodnocení výrobců kov-polymerových trubek představují domácí a zahraniční společnosti.
Valtec (Itálie, Rusko). Trubkové systémy kov-polymer jsou vyráběny organosilanidovou metodou (PEX-b).Stupeň zesítění pracovní vrstvy je 65 %, ochranné vnější vrstvy je 55 %. Kombinace vlastností umožnila získat pružný materiál.

Orientační cena produktu 16*2 mm – 1 USD/m, 32*3 mm – 4,5 USD/m.
Henko (Belgie). Pětivrstvé trubky vyrobené „bezešvou“ technologií. Při výrobě se používá síťovaný polyethylen PEX-C, stupeň síťování je 60 %. Trubky se vyrábí o průměru 14-40 mm, tloušťka - 2-3,5 mm, délka návinu - 5-200 m.

Průměrné náklady na potrubní tvarovky o průřezu 20 mm jsou 0,8 USD/m.
Oventrop (Německo). Společnost se specializuje na výrobu žáruvzdorných trubek na bázi PE-RT polymerů. Díky svým vynikajícím technickým a provozním vlastnostem jsou výrobky považovány za univerzální a používají se v různých oblastech stavebnictví. Cena – cca 1,2 USD/m.
Comap (Francie). Kovoplastové potrubí využívající polymerní směsi PEX-C a PEX-B. Výrobky se vyznačují absolutní elektrochemickou stabilitou a nízkou mírou opotřebení. Trubky řady Multi-Skin dobře pohlcují hluk a udržují daný tvar ohybu.
Nanoplast (Rusko). Domácí výrobce zahájil výrobu kov-polymerových trubek pomocí švýcarské technologie. Zvláštností výrobku je zesílená výztužná vrstva (tloušťka kovu je 0,3-0,55 mm).

Dekódování výrobních značek
Označení obsahuje základní informace o vlastnostech a účelu potrubí. Pořadí hodnot se může lišit výrobce od výrobce.
Standardní označení:
- název výrobní společnosti;
- výrobní norma, číslo certifikátu;
- druh použitých materiálů;
- jmenovité rozměry;
- maximální přípustný tlak;
- prostředí vhodné pro přepravu;
- dodatečné provozní podmínky (teplota).
Na konci se zobrazí číslo šarže, číslo směny a datum výroby.

Vlastnosti instalace kovoplastového potrubí
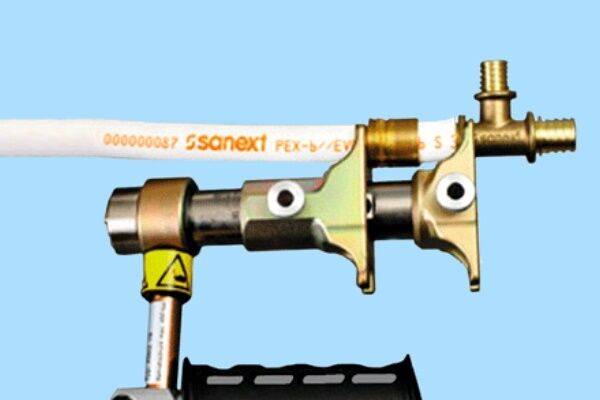
Montáž hlavní řady z kov-polymerových trubek se provádí pomocí tří typů tvarových tvarovek: odnímatelné, kompresorové, lisovací tvarovky. Chcete-li provést spojení krimpováním, potřebujete lisovací čelistiumožňující vytvoření absolutně utěsněné jednotky.
Spojování trubek pomocí lisovacích tvarovek se provádí následovně:
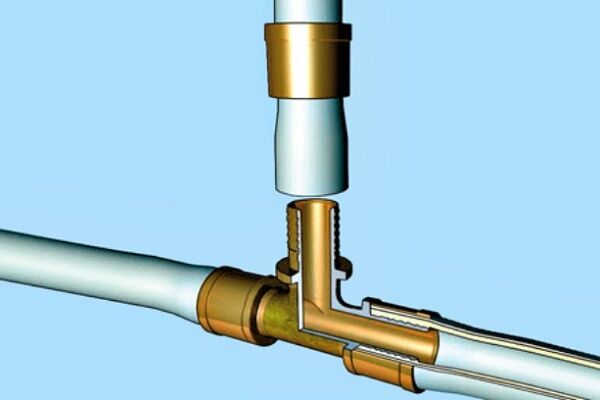
Kromě tradičních lisovaných spojů se při práci s kovoplastovými trubkami používá další technologie a typ tvarovek nazývaných nástrčné tvarovky. Pro vytvoření utěsněného celku se v tomto případě kromě lisovacích kleští používá také expandér, který slouží k rozšíření zásuvky. Tato technika se používá k montáži systémů uložených v potěru nebo s drážkami.
Nalisování posuvného pouzdra na expandovanou trubku instalovanou na tvarovce umožňuje dosáhnout těsného spojení, ale pro jednorázovou montáž není vždy vhodné zakoupit celý nástroj.
Odnímatelné (kleštinové) fitinky se skládají z těla, otevřené objímky a pryžového těsnění. Pro připojení k domácím spotřebičům je k dispozici závit.
Postup instalace:
- Označte místo montáže a odřízněte trubku.
- Umístěte matici a objímku na potrubí.
- Namontujte armaturu a utáhněte matici.
- Zkontrolujte těsnost spoje.
Armatura kompresoru se považuje za podmíněně odnímatelnou. K sestavení potrubí pomocí tohoto typu tvarovky potřebujete minimum nástrojů, stačí jen pár klíčů:
Kování se snadno instaluje:
- Vyrovnejte potrubí v místě montáže v rozsahu 10 cm.
- Uřízněte trubku rovně.
- Zpracujte konce, nasaďte matici a kroužek.
- Zakryjte stopku těsnicí hmotou a vložte ji do trubky.
- Utáhněte převlečnou matici.
Nejspolehlivější připojení v montáž kovoplastových potrubí dosaženo použitím lisovacích tvarovek.Metoda je optimální pro instalaci skrytých komunikačních linek. K instalaci potrubí budete potřebovat lisovací stroj, kalibrátor a řezačka trubek.

Seznámíte se s cennými tipy pro provádění krimpování kovoplastových trubek. další článek, ve kterém jsou podrobně analyzovány všechny instalační nuance.
Závěry a užitečné video k tématu
Porovnání odolnosti kovoplastových a polypropylenových vedení vůči vysokému tlaku:
Školicí video o postupné instalaci kov-polymerového potrubí pomocí lisovacích tvarovek:
Kovoplastové trubky jsou symbiózou výhod obou materiálů. Kombinovaná struktura rozšiřuje rozsah použití kov-polymerových produktů v inženýrských komunikačních systémech různých stavenišť. Silné argumenty ve prospěch: odolnost a přijatelná cena.
Chtěli byste nám říci, jak jste vybírali kovoplastové trubky a instalovali je vlastními rukama? Máte užitečné informace o instalaci nebo modernizaci komunikačních systémů? Napište prosím komentáře do níže uvedeného bloku, ptejte se, sdílejte užitečné informace a fotografie k tématu článku.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}