Tlakové zkoušky kovoplastových trubek: postup a nuance provádění práce
Úspěšnou alternativou k tradičním ocelovým trubkám jsou technologické výrobky z kovoplastu. Obzvláště oblibu si získal v instalatérském průmyslu.Metal-plast se používá při montáži a opravách tlakových komunikací, netlakových okruhů teplé a studené vody a také topných systémů.
Pro vytváření spojů se používá jednoduchá a dostupná metoda - lisování kovoplastových trubek. Řekneme vám, jak se tato práce provádí, jaké nástroje bude nezávislý instalatér potřebovat k vybudování nebo obnově systémů. Naše doporučení vám pomohou dosáhnout těch nejkvalitnějších výsledků.
Obsah článku:
Krimpování: pojem v širokém slova smyslu
Samotný pojem „tlakové zkoušky“ ve vztahu k kovoplastovým hadicím by měl být chápán v širokém smyslu slova. Například tlakové zkoušky často odkazují na standardní zkoušky prováděné hydraulicky nebo pneumaticky.
Moderní praxe však ukazuje, že termín „tlaková zkouška“ také zcela logicky zapadá do postupu spojování tvarovky a kovoplastové trubky. Tento typ spojení se provádí technologií silového krimpování pomocí speciálního nástroje (lisovací kleště).

Bez ohledu na podmínky instalace a použité technologie je instalace vodovodu nebo jiných komunikací na bázi kovoplastových trubek doprovázena zkouškami těsnosti a pevnosti.

Obvykle, zkušební proces provádí hydraulicky. Ale není vyloučena možnost testování pomocí pneumatické metody.
Způsoby krimpování kov-plast
Hydraulická metoda zahrnuje plnění kovoplastových trubek vodou a následné zvýšení tlaku na nastavené hodnoty. Testy mohou ovlivnit celou instalovanou dálnici nebo jen její jednotlivé úseky.
Pneumatická metoda používá místo vody stlačený vzduch. Tato krimpovací metoda je považována za méně účinnou a nebezpečnější ve srovnání s hydraulickou možností. A nezáleží na tom, zda jsou testovány kovové nebo kovoplastové trubky.
Možnost č. 1: hydraulický
Proces se neliší od standardní verze, která se používá na ocelových vodovodech. Jedinou výhradou je, že provozní tlaky pro plastové trubky jsou nižší než tlaky akceptované pro kovové výrobky.
V souladu s tím se zkušební tlak vypočítá s ohledem na standardní nastavení provozního tlaku pro plasty podle vzorce:
Ri = Ррп * 1,5,
V něm je Ri zkušební tlak; Ррп – pracovní tlak plastové trubky.
Teplota vody uvnitř potrubí je povolena v kladných hodnotách 5 - 40ºС.
Průběh procedury:
- Připravte testovací oblast (nainstalujte kohoutky, zátky).
- Nainstalujte 2 manometry na různá místa v potrubí.
- Nainstalujte odvzdušňovací ventil na horní úrovni vedení.
- Připojte vodní čerpadlo na spodní úrovni potrubí.
- Naplňte potrubí přívodem vody od spodní úrovně k horní úrovni.
- Otevřete větrací otvor, abyste vypustili vzduch ze systému.
Uvnitř dálnice od kov-plastové trubky Tlak by měl být zvyšován pomalu, s vyloučením náhlých skoků. Takové podmínky tlakového čerpání zajišťuje ruční hydraulický lis.

Dokud se hodnota tlaku nepřiblíží provozní úrovni, doporučuje se pravidelně vizuálně monitorovat oblasti možných netěsností.
Tyto oblasti jsou obvykle:
- spojení potrubí v potrubí;
- kontakt mezi potrubím a tvarovkou;
- instalační body pro kohoutky a zástrčky.
Zvýšení tlaku uvnitř kovoplastových trubek na hodnotu přesahující provozní parametr 1,5krát je povoleno pouze v nepřítomnosti osob v blízkosti testované linky.
Stanovený zkušební tlak uvnitř potrubí musí být udržován po určitou dobu. U vodovodních systémů vyrobených z kovoplastových trubek určených pro použití v domácích podmínkách je přijata minimální doba zdržení pět minut.
Během přijaté minimální zkušební doby není povolen pokles tlaku v místech instalace kontrolních tlakoměrů. Při negativních změnách na kontrolních přístrojích tento stav indikuje neúplnou těsnost systému.
Tlak by se měl snížit na provozní hodnotu a pečlivě zkontrolovat možné netěsnosti v celém úseku kovoplastového potrubí. Odstraňte zjištěné závady a opakujte zkušební postup.

Zkoušky těsnosti jsou úspěšné, pokud splňují následující podmínky:
- nebyly vizuálně zjištěny žádné netěsnosti;
- nebyly vizuálně zjištěny žádné praskliny stěny potrubí;
- po dobu pěti minut nedošlo k žádným změnám tlaku na kontrolních manometrech;
- nejsou patrné žádné deformace potrubí.
Mezitím je nutné objasnit: pokud časové zpoždění překročí pětiminutový interval, je povolen mírný pokles zkušebního tlaku v důsledku přirozené změny teploty vody uvnitř kovoplastových trubek.
Možnost č. 2: pneumatický
Pokud z nějakého důvodu není možné provést hydraulické tlakové zkoušky, je povolena alternativa - pneumatické zkoušky.
Metoda pneumatické zkoušky se liší trochu jiným způsobem kontroly těsnosti, ale obecně prakticky opakuje metodu hydraulickou. Tato technologie se na potrubí nepoužívá tak často, ale hojně se používá pro krimpování jednotlivých zařízení, jako jsou expanzní nádoby, kotle, výměníky tepla atd.

K detekci netěsností při pneumatické tlakové zkoušce se obvykle používá mýdlový roztok. Sestavená linka se naplní vzduchem pod tlakem Pu = Ppp * 1,15 a místa potenciálních netěsností se zavlažují mýdlovým roztokem. Uvolňování vzduchu je určeno bobtnáním bublin.
Tato testovací technika umožňuje vizuálně detekovat i drobné netěsnosti. Pro inspektora je ale poměrně obtížné sledovat přítomnost netěsností v místech, která jsou pro vizuální pozorování těžko dostupná.
Pneumatická zkušební metoda je docela vhodná pro zkoušení těsnosti spojů kovoplastové potrubní armatury nebo podle schématu „potrubí v potrubí“. Ale když potřebujete otestovat pevnost potrubního systému, tato metoda zjevně není nejlepší. Zde je nutné uchýlit se k hydraulickému testování.
Krimpování jako způsob připojení
Praxe instalace kovoplastových trubek se vyznačuje použitím několika metod vhodných pro vytváření všech druhů spojení:
- pájení;
- matice;
- krimpování
Poslední metodou ze tří je přesné zalisování kovoplastové trubky v oblasti jejího spojení s tvarovkou.

Technika takového krimpování se vyznačuje jednoduchými úkony, které může provádět i neprofesionální instalatér. Jedinou výhradou je, že práce vyžaduje tzv lisovací čelisti – speciální nástroj, který vytváří spolehlivé krimpovací spojení.
Obecně je k provádění práce pomocí krimpovací techniky zapotřebí následující sada nástrojů:
- řezačka trubek na kovoplastové trubky;
- kalibrátor, expandér, procesor zkosení;
- lisovací kleště.
Řezačka trubek vytváří rovnoměrný řez na danou velikost, bez deformace trubky a v pravém úhlu. Koncová část kovoplastové hadice je pomocí kalibrátoru a fazetovacího procesoru připravena pro následné spojení s armaturou.
Někdy je pro práci potřeba expandér. Zvláštní místo v procesu zaujímají lisovací čelisti. S pomocí tohoto nástroje je připravený spoj krimpován.
Při montáži kovoplastových potrubí se používají lisovací a lisovací (neboli závitové) tvarovky, kroky pro jejich instalaci jsou do značné míry podobné:
Jak krimpovat kov-plastovou trubku
Postup krimpování pro připojení kovoplastové trubky s tvarovkou zahrnuje následující posloupnost akcí:
- Řezání kovoplastové trubky na míru.
- Provedení kalibrace jeho koncových sekcí.
- Zkosení podél vnitřního poloměru.
Poté se na konec trubky nainstaluje lisovací manžeta.

Po těchto krocích se do kovoplastové trubky od konce, kde je umístěna krimpovací objímka, zasune fitinková část tvarovky. Posuňte lisovací objímku podél těla trubky a nainstalujte ji rovnoběžně s tvarovkou. Pokyny pro práci s lisovacími tvarovkami při montáži kovoplastového potrubí uvedeno zde, Doporučujeme vám přečíst si užitečné informace.
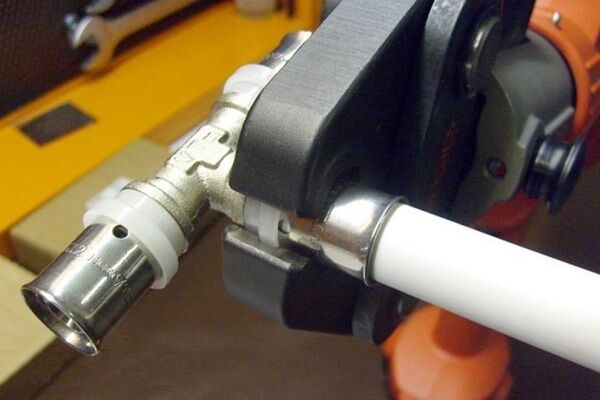
Na místo spoje přiložíme lisovací kleště doplněné o zařízení odpovídající průměru zpracovávaného potrubí. Stiskněte rukojeti nástroje, dokud se nezastaví.

Takové akce jsou typické pro provádění krimpování pomocí ručních nástrojů. Mezitím, kromě ručního krimpování, existují elektrická, hydraulická a pneumatická zařízení.
Tyto možnosti designu se v každodenním životě obvykle používají zřídka. Jejich účelem je průmyslová výroba. V konfiguraci se také velmi liší od manuálních modelů.
Při práci s lisovacími čelistmi stojí za zmínku některé vlastnosti. Vždy je povoleno pouze jednorázové krimpování. Pokud jste z nějakého důvodu nemohli provést vysoce kvalitní krimpování napoprvé, neměli byste se pokoušet akci opakovat. Vadný lis musí být odstraněn a nejprve musí být proveden proces lisování.
Výhody a nevýhody krimpování
Vyhodnocování spojování kovoplastových trubek, vyrobené pomocí lisovacích čelistí, nelze si nevšimnout výhod a nevýhod.

Jedno i druhé určují podmínky, kdy je tato konkrétní metoda vhodná.
Seznam zmíněných výhod je následující:
- je vytvořeno bezobslužné připojení;
- Konstrukce pro vysoké provozní tlaky;
- vysoká mechanická pevnost;
- dlouhá životnost;
- snadná, jednoduchá a rychlá instalace.
Z hlediska existujících nedostatků odborníci také identifikují některé faktory a obvykle je spojují s kritérii údržby nebo instalace:
- je vytvořeno trvalé spojení;
- Je zapotřebí speciální nástroj (lisovací kleště).
Nevýhodou je, že každá chyba krimpování snižuje veškerou práci na nulu.

Kromě těchto nevýhod můžete přidat vysoké náklady na hlavní nástroj - klešťový lis.
Pravda, ruční přizpůsobení životním podmínkám není tak drahé jako automatické návrhy. Ale ani v tomto případě není výhodné nakupovat, protože potřeba nástroje je ve skutečnosti jednorázová.
Závěry a užitečné video k tématu
Z videa se můžete naučit, jak pracovat s mechanickými lisovacími kleštěmi, konkrétně jak lisovat kovoplastové tvarovky.
Doporučuje se instalovat kovoplastové trubky metodou krimpování v podmínkách prostředí s teplotou ne nižší než +10ºС. Zakoupený materiál (potrubí) je vhodné ponechat v nových podmínkách minimálně 24 hodin a teprve poté začít s montáží.
Instalovaný vodovodní systém musí být testován na těsnost a pevnost pomocí hydraulických a pneumatických zkoušek.
Máte zkušenosti s prací s kovoplastovými trubkami a jejich spojováním? Znáte technologické jemnosti výroby tohoto díla, které nejsou popsány v článku? Napište prosím komentáře do blokového formuláře níže, zeptejte se, zveřejněte fotografie.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Máte-li potřebné nástroje (speciální řezačku trubek a lisovací kleště), není krimpování kovoplastových trubek velkým problémem a je docela snadné je provést sami. Pokud něco není jasné, stačí se podívat na pár videí, kterých je na internetu plno. Další věc je, že ne každý má tento nástroj a není to levné.
Ano, nemá smysl je kupovat, pokud to neděláte profesionálně. Právě jsem si pronajal tyto lisovací kleště; nyní je mnoho společností, kde to můžete udělat.
Ahoj. Je nutné při výrobě trubek zkosit plochu řezu?