Jak svařovat vertikální a horizontální švy pomocí elektrického svařování: pokyny krok za krokem
Elektrické svařování je technologie spojování struktury kovů ohřevem a tavením elektrickým obloukem.Rozšířil se v různých sférách národního hospodářství, včetně soukromého sektoru.
Ve skutečnosti lze tuto metodu použít ke svařování jakýchkoli kovů dohromady, s přihlédnutím k teplotě elektrického oblouku (7000-8000 stupňů). Než se však obrátíte na tuto technologii, budete se muset naučit, jak svařovat vertikální šev pomocí elektrického svařování, a porozumět technice pro získání vodorovného švu.
Obsah článku:
Svary: obecné definice
Technologie svařování kovů úzce souvisí s pojmem svar. Ten vzniká při procesu tuhnutí kovu roztaveného svařováním elektrickým obloukem.
V závislosti na místě svařování může být šev umístěn horizontálně nebo vertikálně. Navíc prostorové umístění švu může být spodní, boční nebo horní.

Za nejjednodušší a nejsnadněji proveditelné se považuje pokládání svarů v rovině spodního horizontu. Za takových podmínek se roztavený kov docela snadno ovládá.

Zbývající možnosti umístění švů v prostoru (boční a horní) jsou považovány za technologicky obtížně realizovatelné, vyžadující studium svařovacích technik a rozvoj příslušných zkušeností.
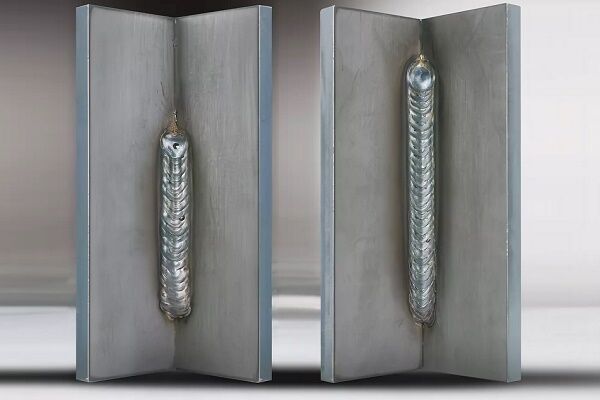
Jak svařit vertikální šev?
Obtížnost kontroly svařování při vytváření vertikálního švu je způsobena běžným fyzikálním jevem - gravitací. To má vliv na hmotu roztaveného kovu, který v kapalné formě spěchá dolů.
Zde je úkolem profesionálního svářeče zabránit úniku roztavené hmoty z místa svařování. K dosažení tohoto výsledku pomůže stabilně hořící elektrický oblouk, držený v minimální přípustné vzdálenosti od konce elektrody ke svarové lázni.
Technika zdola nahoru
Vertikální spoj se obvykle svařuje pohybem elektrody ve směru zdola nahoru. Tato cesta poskytuje stabilnější kontrolu a elektrický oblouk spolehlivě drží lázeň taveniny a zabraňuje šíření. Právě průchodem zdola nahoru je možné vytvořit nejkvalitnější vertikální šev.

Samozřejmě, že před zahájením svařování vertikálního švu by měly být hranice spoje připraveny a zpracovány v souladu s technickými požadavky. Svařovací stroj je potřeba přizpůsobit podmínkám svařování (nastavit proud, zvolit elektrodu).
Zpočátku se podél linie spoje vytvoří několik bodových „cvočků“ - svařování krátkým švem (1 - 2 cm).Účelem těchto akcí je zabránit posunutí svařovaných dílů během procesu ohřevu v důsledku teplotní deformace.

Při vertikálním svařování spoje je úhel držení elektrody vzhledem k rovině, na které bude šev ležet, udržován v rozmezí 45-90º.
Pokyny pro svářeče stanoví následující činnosti:
- Kontakt elektrody s kovem zapálí oblouk.
- „Cvočky“ se dělají ve 3-4 bodech podél spojnice od jejího středu k okrajům.
- Svařování začíná v nejnižším bodě spojnice.
- Zdvih elektrody směřuje nahoru, svarová lázeň je držena v pracovní oblasti.
Elektroda by se měla posouvat mírnou rychlostí. Hlavním kritériem rychlosti je vytvoření optimálního množství taveniny ve svarové lázni.
Současně s vertikálním zdvihem elektrody jsou přípustné příčné klikaté pohyby v „půlměsíci“, „rybí kosti“ nebo jiném „vzoru“. Technika příčného zdvihu se však zdá být relevantní pouze u kovů s tloušťkou stěny větší než 4 mm.
Doporučuje se svařovat kov svislým švem v jednom průchodu bez zastavení. Pro začínající svářeče se to zdá obtížné. Zkušenosti se však získávají rychle.
Technika shora dolů
Po získaných zkušenostech mohou svářeči snadno položit vertikální šev pohybem elektrody shora dolů. Jaký je trik k provedení takové operace?
Je to jednoduché: při zapalování elektrického oblouku je elektroda umístěna vzhledem k pracovní rovině pod úhlem 90º.Jakmile se kov v místě vzniku oblouku začne tavit, úhel instalace elektrody se změní o 15-20º, čímž se držák mírně sníží.

Zapojení elektrody podél spojovací linie silnostěnných kovů se také provádí příčnými klikatami „pilového“ nebo „pravoúhlého“ tvaru. Někteří svářeči používají „vlnovou“ techniku distribuce taveniny.
Mezitím je způsob vytváření vertikálního švu shora dolů provázen velkými obtížemi pro svářeče. Podle mnoha odborníků však svařování v této podobě dává nejlepší výsledek z hlediska ukazatelů kvality.
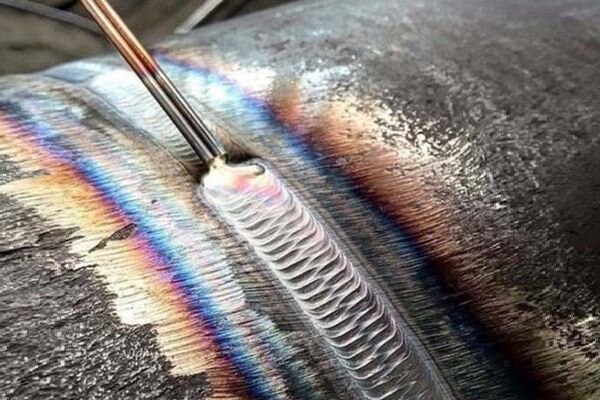
Technologie horizontálního švového svařování
Specifika svařování vodorovného švu jsou téměř stejná jako u svislého. Technické nuance - opět manipulace s úhly instalace elektrody.
Směr pohybu během procesu svařování dílů na spoji lze zvolit od jeho levého bodu k jeho pravému bodu nebo naopak. Konkrétní volbu směru určuje svářeč na základě míry osobního pohodlí.

Jak ale správně svařit vodorovný šev pomocí elektrického svařování, aby tavenina nevytékala z vyjeté koleje působením gravitační síly?
Zde musí svářeč zvolit polohu elektrody, ve které by síla elektrického oblouku byla ekvivalentní gravitační síle kapek kovu.Může být nutné upravit sílu proudu a experimentálně zvolit optimální rychlost pohybu elektrody.
Obvykle se horizontální švové svařování provádí nepřetržitě až do úplného dokončení. Pokud však nedokážete udržet taveninu (svařovací lázeň) pod kontrolou, můžete zkusit změnit techniku – přejít na úder s periodickým zhášením oblouku.
Všechny tyto jemnosti jsou vyvinuty s příchodem zkušeností s prováděním svářečských prací. Proto nezoufejte, pokud se vám na první pokusy nic nepodaří.

Vytvoření vodorovného švu požadované šířky a hloubky průniku se zpravidla dosahuje pečlivým příčným pohybem hořícího konce elektrody od okraje jednoho spojovaného dílu k okraji druhého.
Při svařování kovů do tloušťky 4 mm se používají různé možnosti „vzoru“ příčného zdvihu elektrody. V tomto ohledu neexistují žádná konkrétní doporučení. Hlavní věcí je získat požadovanou šířku švu a hloubku průniku.
Elektrický oblouk: kontrola optimální délky
Velikost mezery mezi horkým koncem elektrody a kovovou rovinou, dostatečná pro vznik elektrického výboje, se nazývá délka oblouku. Jedním z hlavních pilířů výuky svářečů je kontrola optimální délky oblouku.
Teoreticky lze v režimu svařování získat tři obloukové mezery:
- krátké (1 – 1,5 mm);
- dlouhé (3,5 – 6 mm);
- normální (2 – 3 mm).
Režim hoření krátkým obloukem se vyznačuje nedostatečným ohřevem kovu po jeho šířce.V takových případech je podél okrajů švu tzv. „podříznutí“ - malá prohlubeň. Přítomnost takové vady naznačuje nízké ukazatele kvality svaru.

Režim svařování dlouhým obloukem je obvykle doprovázen periodickým zhášením. Zde dochází k mírnému zahřívání kovu do hloubky. O dobré kvalitě švu také není třeba mluvit.
Zbývá tedy jediná možnost, na kterou by se měl začínající svářeč zaměřit, normální délka oblouku, která by neměla být větší než Ld = 0,5-1,1 * De (Ld - délka oblouku; De - průměr elektrody).
Řízení polohy elektrody
Proces svařování lze provádět v poloze elektroda úhel vpřed, úhel vzad, pravý úhel. Pomocí kterékoli z těchto tří technologických metod je svářeč schopen vytvářet švy v různých výrobních podmínkách.

Metoda „dopředného úhlu“ se tedy tradičně používá ke spojení prvků s horizontálními a vertikálními švy v podmínkách horního umístění dílů v prostoru (stropní svařování). Stejná technika se úspěšně používá pro svařování pevných trubkových spojů nebo při stavbě domácího sporáky na plynové lahve.
Držením elektrody striktně v pravém úhlu (90º) svářeč zajišťuje provádění práce na těžko dostupných místech. A konečně, technika „zadního úhlu“ umožňuje vysoce kvalitní svařování rohových spojů.
Při instalaci elektrody pod úhlem dopředu obvykle pracují s tenkostěnnými kovy. V této poloze elektrody se získá široký šev s malou hloubkou. Na silnostěnných kovech se naopak snaží používat techniku „backward angle“, která zajišťuje zahřátí kovu do dostatečné hloubky.
Proudové parametry a pohyb elektrod
Hodnota proudu a rychlost pohybu elektrody jsou významnými faktory, které ovlivňují kvalitu švu. Svařování vysokými proudy je doprovázeno ohřevem kovu do velké hloubky, což umožňuje zvýšit rychlost pohybu elektrody. Za předpokladu optimálního poměru proudu a rychlosti pohybu elektrody se získá rovnoměrný, vysoce kvalitní šev.
Srovnávací tabulka pro proud, elektrodu, tloušťku kovu
| Síla proudu, A | Průměr elektrody, mm | Tloušťka kovu, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Při pohybu elektrody určitou rychlostí je třeba vzít v úvahu velikost výkonu oblouku. Příliš rychlé napájení elektrody při nízkém výkonu nebude schopno zajistit dostatečnou teplotu ohřevu.
V důsledku toho nebude možné svařit kov do požadované hloubky. Šev jednoduše „leží“ na povrchu a sotva „chytne“ okraje okrajů.

Naopak v podmínkách příliš pomalého posuvu elektrody dojde k vytvoření přehřívací atmosféry, která ohrožuje deformaci kovu na svařovací lince. Pokud mají kovové prvky tenkou strukturu, silný oblouk jednoduše propálí kov.
Můžete úspěšně cvičit jako začínající svářeč a zdokonalovat své dovednosti ve výrobě švů výroba kamen pro testování, jehož základem těla je kovová trubka.Doporučujeme vám přečíst si užitečné informace.
Návod pro začínajícího svářeče
Svářečské práce lze provádět pouze při použití vhodného vybavení.
Standardní sada obsahuje:
- Bunda, kalhoty, rukavice, boty z ohnivzdorných, odolných, pevných materiálů.
- Čelenka, která zcela zakrývá zadní část hlavy.
- Speciální ochranná maska na obličej a oči.
K provádění svařování byste měli použít pracovní zařízení, jehož elektrická část je uzavřena spolehlivým krytem. Elektrické kabely obsažené v zařízení musí mít úplnou izolaci a odpovídat elektrickým charakteristikám zařízení.
Místo svářeče musí být vybaveno pracovním stolem, světelnými zdroji, uzemňovací sběrnicí, prostředky ochrany před úrazem elektrickým proudem a protipožárním zařízením.
A před zahájením práce je třeba pečlivě studovat pravidla elektrického svařování, zvažovat a studovat metody a možnosti vytváření spojení.
Závěry a užitečné video k tématu
Zveme vás ke sledování video svářečského workshopu: jak svařovat horizontální a vertikální švy:
Není nutné být kvalifikovaným svářečem, ale znalost svařovací techniky je žádoucí. Díky stávajícím svářečským dovednostem má člověk více příležitostí k realizaci různých projektů v domácnosti.
Pokud si přejete, můžete vždy studovat technologii a praktické zkušenosti vám pomohou zvládnout techniku provádění práce na vysoké úrovni.
Chtěli byste mluvit o svých vlastních zkušenostech s prováděním svarů? Znáte jemnosti procesu, které nejsou uvedeny v článku? Komentáře pište do bloku níže.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}