Jak snadno ohnout hliníkovou trubku doma - jednoduché metody
Ohněte hliníkovou trubku jako kov-plast, doma můžete buď použít ohýbačku trubek, nebo pomocí improvizovaných prostředků. Chcete-li dosáhnout nejlepšího výsledku, musíte předem znát složitost procesu.

Obsah článku:
Vlastnosti výroby, vlastnosti hliníkových trubek
Hliníkové trubkové profily jsou rozděleny do tří skupin podle způsobu výroby:
- opracované za studena;
- lisovaný;
- svařované
Válcované hliníkové trubky se vyrábějí různými způsoby
První pozicí jsou hliníkové trubky o průměru 6-150 mm. Jsou pro všeobecné průmyslové účely a jsou vyráběny podle GOST pod číslem 18475-87.
Podstatou technologie je, že se vezme hliníkový polotovar a podél osy se vyvrtá průchozí otvor. Poté se obrobek válcuje mezi válci, čímž se vytvoří průřez hotového výrobku.
Druhou pozicí jsou hliníkové trubky o průměru 6-220 mm, vyrobené podle GOST 18482-79. Technologie je založena na metodě lisování zahřátého obrobku na speciální fréze. Obrobek je umístěn na matrici a lisován, dokud není vytvořen požadovaný tvar. Dále je polotovar válcován na mlýně přes válce.
Třetí pozicí jsou hliníkové trubky vyrobené buď z plechů nebo z pásky, známé také jako pásy, kroucením a svařováním podél švu na vnitřní a vnější straně. Konečným krokem je nutně temperování hotového výrobku za tepla. Důvodem je uvolnění vnitřních pnutí v oblastech svařování.
Hliníkové trubky lze podle tloušťky stěny rozdělit do dvou dalších kategorií:
- do 5 mm – tenkostěnné;
- více než 5 mm – silnostěnné.

Během výrobního procesu se často používají další operace, které zlepšují technické a provozní vlastnosti. Všechno je to o kovu samotném. Při teplotách pod +20°C může deformace způsobit prasknutí konstrukce. Proto se používá buď tepelné zpracování, například žíhání nebo kalení, nebo mechanické zpracování – kalení za studena, jiný název je kalení za studena.
Obě možnosti vylepšení umožňují vyrobit tvrdý a odolný kov z tvárného a měkkého kovu. Právě tyto profily se používají v různých provedeních.
A přesto je hlavní výhodou hliníkových trubek vysoká tažnost. To znamená, že není obtížné deformovat nebo ohýbat výrobek, ale neztrácí své kvality a vlastnosti.
Kde se hliníkové výrobky používají?
Rozsah použití je široký. Důvody popularity:
- Hliníkové výrobky nevyžadují zvláštní údržbu;
- snadnost výsledných struktur;
- snadná přeprava a instalace, včetně případů, kdy je třeba výrobek ohnout.
Hlavní oblasti použití:
- Zemědělství. Drenážní a zavlažovací systémy jsou konstruovány z hliníkových trubek, montovány jsou ohradníky pro malá zvířata a rostliny.
- Produkce ropy. Hliníkové trubky jsou inertní vůči ropným produktům a pod jejich vlivem nemění své vlastnosti.
- Větrací systémy. Hliníkové výrobky se snadno deformují, řežou a vrtají, lze je jednoduše ohýbat, což zjednodušuje proces instalace vzduchových kanálů a šachet.
- Konstrukce. Rámy pro altány, hangáry a přístřešky jsou vyrobeny z hliníkových trubek. Dělají zábradlí, přístřešky, ploty.Dnes stále častěji používají při stavbě fasády se závěsy.
- Nábytek – židle, křesla, stoly atd.
- Reklama – billboardy, stojany, rámy na vitríny.
Užitečný: Jak vyrobit altán z profilové trubky vlastníma rukama.
Proces ohýbání
Je možné ohýbat hliníkovou trubku doma, ale to snižuje hustotu kovu. Na vnější straně ohybu klesá, na vnitřní straně se zvyšuje. V důsledku toho často dochází k prasknutí na vnější straně a stlačení na vnitřní straně. Tento profil lze použít pouze v nezatížených konstrukcích.
Potíže
Při ohýbání trubky doma se můžete setkat s několika překážkami, které snižují kvalitu:
- Ohýbat hliníkové profily anodového typu je prakticky nemožné. Jsou odolné a tvrdé, takže existuje možnost rozbití výrobku (praskliny).
- U trubek vyrobených lisováním pomocí vytlačování za tepla vznikají v místech ohybu velká vnitřní pnutí.
- Duralumin, stejně jako slitiny, do kterých je přidán mangan, mají zvýšenou tvrdost. Také se s nimi špatně pracuje.
Pokud byla válcovaná trubka zakoupena bez certifikátu, pak není těžké určit, z jaké slitiny je vyrobena. Například dural nezanechává barvu na rukou. Na trubku můžete poklepat kladivem. Zvonění signalizuje, že je vyroben z tvrdé slitiny. Dalším způsobem kontroly je zostření hrany pilníkem. Pokud se na něm vytvořil kovový povlak, pak je slitina měkká.
Výrobci musí označit povrch potrubních profilů. Můžete to zkontrolovat v referenční knize a určit slitinu.
Související článek: Jak se vyrábí ohýbání kovových trubek.
Metody ohýbání
Než ohnete hliníkovou trubku vlastníma rukama doma, musíte pochopit metody ohýbání. Na začátku je ale nutné uvést, že trubky lze ohýbat za studena i za tepla. Při výběru možnosti je třeba zvážit následující faktory:
- tloušťka stěny;
- druh slitiny;
- délka produktu;
- složitost konfigurace finálního produktu.
Existují základní, také běžně používané konfigurace:
- ohyb - trubka je ohnuta v jedné rovině pod úhlem 45°-135°;
- útek – dva ohyby po 135°;
- kalach je půlkruh;
- konzola - trubka je ohnuta třikrát (dva krajní ohyby po 135°, prostřední 90°).
Chcete-li správně ohýbat hliníkovou trubku doma, musíte vzít v úvahu některá doporučení:
- Pokud je šicí produkt ohnutý, šev by neměl být umístěn v rovině vnějších nebo vnitřních ohybů.
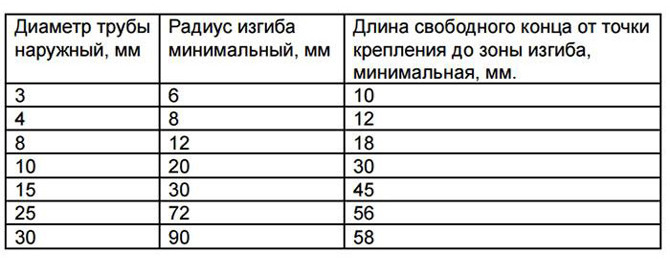
- Pokud se ohýbají výrobky o průměru nejvýše 20 mm, pak by poloměr neměl přesáhnout dva průměry trubky.
- Pokud se ohýbají válcované výrobky o průměru větším než 25 mm, pak by měl být poloměr ohybu trojnásobkem průměru.
Nezbytné vybavení
Nejjednodušší a nejspolehlivější způsob, jak ohýbat trubku doma, je použít ohýbačku trubek. Toto zařízení je na trhu prezentováno ve dvou modifikacích - ruční a mechanické.
Vzhledem k tomu, že úkolem je nezávisle ohýbat hliníkové trubky doma, musíme zvážit manuální možnosti. Jsou prezentovány ve třech modelech:
- Páka, alias stroj Volnova. Konstrukce stroje zahrnuje speciální formu určitého průměru. V něm je umístěna trubka. Poté se působením páky ohne. Proces se provádí bez zahřívání obrobku.
- Kuše.Zde je vše naopak, trubka se kolem formy neohýbá, ale je do ní vtlačena.
- Odpružená. Pro vytvoření tvaru je v potrubí umístěna pružina. Poté je výrobek podroben ohřevu a následnému ohýbání. Operaci s malými průměry profilů lze provádět „za studena“. Po dokončení se pružina vytáhne.
Ohýbačky trubek jsou často vybaveny pohony, které zlepšují kvalitu procesu. Pohony mohou být elektromechanické nebo pneumatické. Pomocí takového zařízení můžete použít různé technologie pro ohýbání hliníkových profilů:
- Tlačení. Tato metoda se používá při zpracování trubek o průměru nejvýše 100 mm. V tomto případě je minimální poloměr ohybu roven šesti průměrům. Samotný proces se provádí zatlačením trubky mezi válečky ohýbačky trubek. Jeden z válečků je pod úhlem, který vytváří ohyb.
- Pronájem Hliníková trubka prochází třemi válečky (válci) umístěnými pod úhlem vůči sobě. Tímto způsobem můžete profil ohnout do prstence, spirály nebo oblouku. Pro dosažení vysoké kvality a přesného tvaru se proces provádí několikrát. Takto se ohýbají nejen kulaté válcované výrobky, ale i profilované.
- Zabíhání. Ohýbačka trubek má tzv. válcovací hlavu, skládající se z koule a formy. Koule vytváří tlak na trubkovou část a tam, kde je tlak nízký, se výrobek ohýbá v opačném směru. Proces se provádí bez zahřívání.
- Ohněte se pod tlakem. První možností je nalít olej nebo vodu pod tlakem dovnitř. Trubka se nejprve instaluje do formy. Je to tlak vytvořený uvnitř dutiny, který vede k ohýbání. Druhým způsobem je použití lisu nebo razítka, které tlačí na oblast ohybu.

Jak ohýbat trubku doma
Je nutné okamžitě provést rezervaci, že pokud bude operace ohýbání hliníkových výrobků prováděna doma neustále nebo se záviděníhodnou frekvencí, je lepší koupit ohýbačku trubek. Pokud potřebujete ohýbat hliníkovou trubku bez ohýbačky trubek, existuje několik způsobů.
První možnost zahrnuje písek. Usuší se a proseje. Jeden konec profilu je ucpaný, lze použít dřevěný kolík (chopik). Připravený písek se nalije na opačnou stranu. Aby bylo zajištěno, že pevně sedí uvnitř produktu, poklepejte na povrch kladivem. Po kterém je konec také tlumený.
Dále se hliníkový profil nainstaluje do držáku a ohne do požadovaného úhlu. Místo držáku můžete použít dva sousední stromy, tyče a další trčící konstrukce, jako jsou kolíky nebo výztuže zaražené do země.
Možnost číslo dvě je stejná předchozí metoda, pouze se profil ohýbá s přídavným ohřevem. To se obvykle provádí, pokud slitina poskytla produktu zvýšenou pevnost a tvrdost. Nejdůležitější je zde zabránit opakovanému zahřívání stejné plochy.
Třetím způsobem, jak ohnout hliníkovou trubku doma, je vyrobit šablonu ze dřeva. Jedná se o kulatý plochý polotovar a desku. Oba prvky mají stejnou tloušťku, která se rovná průměru ohýbaného produktu. Snadno se připevňují ke stolu nebo pracovnímu stolu pomocí svorek nebo šroubů. Válcovaný výrobek je vložen mezi dřevěné prvky a ohýbán kolem polotovaru. Deska slouží jako zarážka.

Čtvrtou metodou je naplnění profilu pískem, položení konců na dvě zarážky a vytvoření průhybu pomocí paličky.
Pátá metoda se používá, když je nutné ohnout hliníkovou trubku velkého průměru z odolné slitiny.K tomu budete potřebovat brusku a svářečka:
- Určete umístění ohybu. Jeho délka je naznačena křídou.
- K provádění řezů podél vnějšího povrchu se používá bruska.
- Ohněte se do požadovaného úhlu. Sloty jsou na vnější straně.
- Řezy jsou svařovány elektrickým svařováním.
Video ukazuje jeden z jednoduchých a originálních způsobů, jak ohnout hliníkovou trubku doma.
Základní chyby při práci
Největší chybou při ohýbání hliníkových profilů je nesprávná identifikace slitiny. Pokud je tvrdá a odolná, nelze trubku ohýbat bez ohřevu. Pokud se vám podaří udělat ohyb, kvalita bude nízká. Je vysoká pravděpodobnost, že se v ohybu objeví trhliny.
Druhou chybou je špatně zvolený poloměr ohybu. Jak bylo uvedeno výše, tento parametr je vybrán s ohledem na průměr profilu. A čím větší je tato velikost, tím větší by měl být poloměr. Například není možné ohnout válcovanou hliníkovou trubku o průměru 50 mm na výrobek s poloměrem ohybu 100 mm tak, aby povrch nebyl pokryt sítí trhlin. Nepomůže ani topení.
Ohřev potrubí musí být provedeno správně. A to je třetí chyba. K tomu použijte plynový hořák nebo běžný hořák. Chcete-li zkontrolovat, zda je hliník nahřátý do požadovaného stavu nebo ne, musíte do vyhřívaného prostoru přinést papír. Pokud se začne kouřit, znamená to, že teplota je dostatečná pro zahájení procesu ohýbání.
Ne všechny výše popsané způsoby umožňují dosažení vysoké přesnosti konfigurace ohybového profilu. Pokud například potřebujete ohnout kus malého průměru, je lepší to udělat na konci trubky a ne uprostřed.
Pro dosažení nejmenší plochy s vlnitým dílem je lepší výrobek ohýbat metodou za studena a následně natahovat.
Pokud je požadována vysoká pevnost profilových stěn, je lepší použít metodu hydraulického ohýbání. Spočívá v nalití vody nebo oleje pod tlakem dovnitř.
Hliníkovou trubku můžete ohýbat různými metodami i bez speciálního vybavení. Hlavní věcí je zvolit metodu s ohledem na parametry profilu a dodržet požadavky na poloměr zakřivení.
Chtěl bych slyšet komentáře k různým způsobům ohýbání hliníkových trubek vlastníma rukama. Sdílejte článek na sociálních sítích, uložte jej do záložek.
Ruční ohýbání trubky bez ohýbačky trubek ve videu.




Materiál v článku je pro mě jasný a užitečný. Mám však dotaz: je možné ohnout hliníkovou trubku Ø16mm tak, aby vzdálenost mezi konci trubek byla 20mm. nebo min. jen 30 mm?