Jak se ohýbají kovové trubky: technologické detaily díla
Trubky ohýbané pod úhlem našly uplatnění v ropném a chemickém průmyslu, strojírenství a strojírenství.Bez nich se neobejde ani jeden architektonický či stavební projekt.
Pro zatáčky lze použít všechny druhy armatur, ale pak může dojít k netěsnostem, což je někdy z estetických důvodů prostě nepřijatelné. Atraktivnější vzhled a vysoká spolehlivost jsou zajištěny ohýbáním trubek - procesem, který nenarušuje jejich integritu.
Řekneme vám, jak nejlépe ohýbat kovovou trubku pomocí studené i horké technologie. Článek, který jsme prezentovali, popisuje specifika ohýbání trubek z různých materiálů. Jsou uvedeny vlastnosti práce s profilovými a konvenčními kruhovými trubkami.
Obsah článku:
Vlastnosti procesu ohýbání
Každý kov má své vlastní vlastnosti, bez jejich zohlednění není možné dát válcovanému kovu složitý tvar. Ohnutá trubka je vystavena radiálním a tangenciálním silám.
První deformují sekci a druhé přispívají ke vzniku záhybů. Hlavním požadavkem na konečný výsledek je, že průřez trubky by měl zůstat nezměněn a na stěnách by neměly být žádné zvlnění. Ohýbání umožňuje minimalizovat počet svarů při pokládání potrubí se všemi druhy ohybů.
Metody ohýbání trubek
Na základě požadovaného úhlu ohybu, materiálu a průměru trubky lze ohýbání provádět ručně nebo pomocí speciálního zařízení. Existuje také ohýbání za tepla a za studena, s vyplňováním dutiny trubky a bez ní.

Po odstranění zátěže dochází k jevu zvanému pružení, který je přímo úměrný modulu pružnosti materiálu. Velikost možné deformace závisí také na použité metodě ohýbání a geometrii objektu.
Specifika horké technologie
Tento způsob se volí, když je potřeba ohýbat trubku o průměru 10 cm a více.Trubky se deformují za tepla, a to jak ručně, tak pomocí mechanismů. Existuje něco jako minimální poloměr ohybu.
Délka oblasti trubky, kterou je třeba zahřát, je určena na základě průměru trubky a úhlu ohybu. V tomto případě nemůže být zaoblení menší než průměr trubky vynásobený 3.
Zjistěte délku vyhřívané části pomocí vzorce:
L = a x d/15
Ve vzorci: L je požadovaná délka v mm, α je úhel ohybu ve stupních, d je vnější průměr trubky v mm, 15 je koeficient. Řekněme, že trubku o průměru 200 mm je potřeba ohnout pod úhlem 60⁰, pak L = 60 x 200/15 = 800 mm, tzn. 4 průměry.

Aby bylo možné ohýbat trubku, musí být zahřátá na 900⁰. Optimální teplota pro zahájení ohýbání je 760⁰ a na konci - 720⁰C. Při spalování se pevnostní charakteristiky materiálu zhoršují.
Proces ohýbání za tepla zahrnuje několik operací:
- vytvoření šablony;
- pískové balení;
- označení místa;
- teplo;
- ohýbání.
Aby nedošlo k deformaci průřezu trubky a vzniku sladkých míst na její vnitřní části v místě ohybu, je vnitřní prostor vyplněn křemičitým pískem.
Písek se nejprve suší a kalcinuje, aby se odstranily organické nečistoty při teplotě 150 až 500 °C, a poté se prosévá přes jemné síto s velikostí buněk 3,3 x 3,3 mm. Než začnete trubku nacpávat, musíte jeden její konec zacpat.
Jako zátky se používají dřevěné nebo kovové zátky s otvorem pro únik plynů. Jemný a mokrý písek nelze použít, protože... první je sintrován pod tepelným vlivem a pevně přilne ke stěnám trubek.
Druhý v důsledku tvorby páry přispívá k rozvoji vysokého vnitřního tlaku, který může způsobit vylétnutí zástrčky. Přítomnost kamenů v ucpávce je nepřijatelná, mohou protlačovat stěnu potrubí.
Proces vycpávání trubky je velmi pracný, takže je přepravována do věže a dána do mírně nakloněné nebo vertikální polohy. Vzhledem k tomu, že kvalita ohybu je přímo závislá na zhutnění ucpávky, je trubka po celou dobu procesu nepřetržitě odpichována. Tupý zvuk signalizuje, že obrobek je dobře naplněn.
Než přistoupíte přímo k hlavní operaci, na trubku naplněnou pískem se nakreslí oblasti budoucích ohybů a připojí se šablona. Trubky se ohřívají v pecích nebo pecích. Ohýbejte ručně i mechanizovaně.
V druhém případě se používají speciální desky vybavené přítlačnými sloupky, pomocí kterých je upevněna vyhřívaná část trubky, a svorkami, které slouží k přidržování konce trubky na desce.Na opačný konec trubky je navlečeno lanko, jehož tah pomocí navijáku nebo navijáku způsobí ohyb trubky.
Aby se zabránilo deformaci stěn potrubí, jsou v prostoru stojanu potrubí umístěna těsnění - rovná nebo zakřivená. Volný konec s připojeným kabelem je zajištěn pomocí stojanu. Během procesu je geometrie potrubí monitorována periodickým přikládáním šablony.
Po ohnutí trubky v požadovaném úhlu jsou z ní zátky odstraněny spálením nebo jednoduše vyražením. Písek se vysype, potrubí se vyčistí a umyje. Proveďte konečnou kontrolu ohybu pomocí šablony.
Ohýbání za studena
Pro změnu konfigurace trubek malých průměrů se používají různá ruční zařízení, pro velké průměry se používají mechanizované ohýbačky trubek. Doma je nejčastěji vyžadováno ohýbání vodovodního a plynového potrubí. ocelové trubkypoužívá se při výstavbě vodovodních a topných systémů.
Ohýbání trubky na 90⁰ se nazývá ohyb, 180⁰ je role, s vytvořením římsy je útek a ve formě smyčky je konzola.

Existují další zařízení pro ruční ohýbání. Chcete-li si doma vyrobit had na ohřev vody, stačí na kus trubky velkého průměru navinout nerezovou trubku o průměru asi 20 mm. Nejprve se na velkou trubku navaří držák, položí se na podpěry a upne se.
Trubka je pevně naplněna pískem a uzavřena zátkami, poté vložena do držáku a začíná navíjení. Trubka použitá jako šablona musí být zkroucená, takže to bude vyžadovat úsilí nejméně dvou lidí. Po dokončení navíjení je cívka vyrovnána.

Ohýbání trubky z nerezové oceli nebo jiného materiálu doma lze provést pomocí nejjednoduššího zařízení. Je vhodné jej používat pro malé objemy práce.
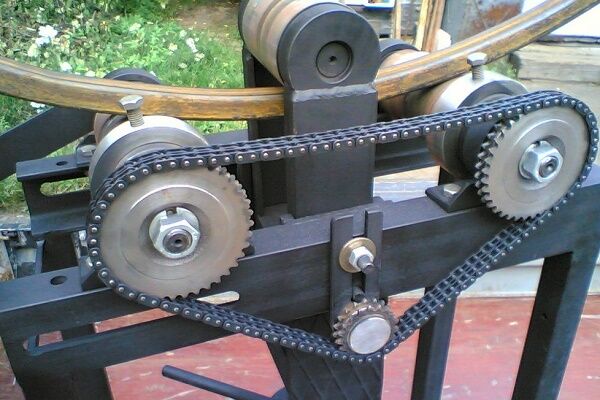
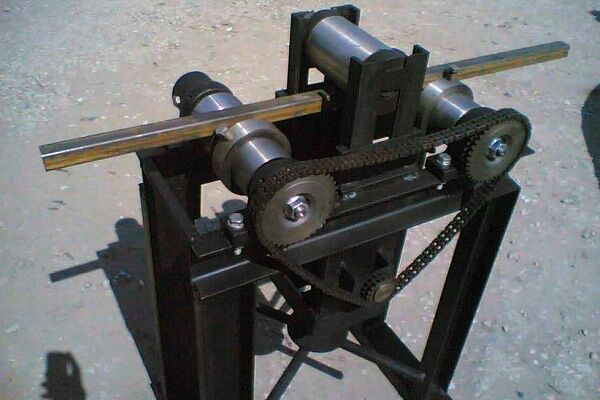
Jednoduchý mechanický stroj na ohýbání trubek si můžete postavit vlastníma rukama, zvláště pokud máte svářečské dovednosti a znáte svařovací stroj:
Pro výrobu primitivních zařízení na ohýbání trubek Potřebujete betonovou desku, kovové kolíky a příklepovou vrtačku. Deska je rozdělena na buňky 40 x 40 nebo 50 x 50 mm. Pomocí děrovače se v rozích článků vyvrtají otvory a do nich se vloží čepy.
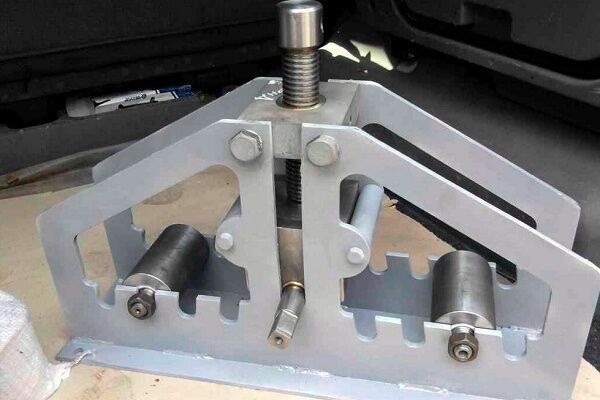
Trubkový výrobek se vloží mezi kolíky a působením síly se ohne. Přesnost tohoto způsobu ohýbání není ideální, ale pro domácí použití obrobku je zcela dostačující. Pro ohýbání s vyšší přesností můžete použít zařízení vyrobené na bázi zvedáku.

Aby se zabránilo deformaci vnitřního průsvitu trubky, používají se prostředky, které tomuto procesu působí zevnitř. Jako vnitřní omezovače se nejčastěji používá písek. V tomto případě se do jednoho konce trubky zasune zátka, přes druhý se nasype písek a poté se ucpe zátkou. Dále se provádí ohýbání.
Někdy je omezovačem pružina speciálně vyrobená pro tento účel. Pro navíjení se používá drát o průměru 1 až 4 mm. Pružina by měla volně zapadnout do trubky v místě ohybu; část drátu je ponechána venku.
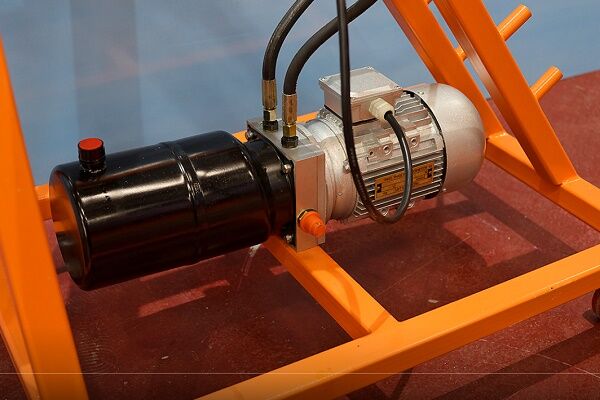
Hydraulický systém ručního nářadí, přenosných a stacionárních strojů výrazně usnadňuje proces ohýbání a urychluje proces deformace trubek:
Po dokončení ohybu se pružina odstraní tahem za drát. Při práci s trubkou se čtvercovým průřezem se pro výrobu pružiny vybere drát se stejným průřezem.
Pro tento účel je také vhodný svazek drátu sestávající z jednotlivých segmentů, které jsou jeden po druhém zasouvány dovnitř až k místu budoucího ohybu. Po dokončení operace jsou segmenty také odstraněny jeden po druhém. Ručně můžete ohýbat nerezovou trubku s průřezem až 4 cm a tloušťkou stěny 0,3 cm.

Pro práci s velkými průměry je zapotřebí profesionální vybavení. Existují stroje na ohýbání trubek vybavené trnem. Tento konstrukční prvek je obyčejná kovová tyč.

Před zahájením procesu ohýbání se umístí dovnitř, aby se zabránilo deformaci stěn potrubí. Trny obsažené v sadě mají různé sekce, takže si můžete vybrat tu, kterou potřebujete pro konkrétní průměr trubek.
Změna konfigurace potrubí z neželezných kovů
Neželezné kovy mají velmi užitečnou vlastnost - vysokou tažnost. Nejsou však dostatečně silné. Během procesu ohýbání se může v důsledku působení tlakových a tahových sil trubka zbortit nebo prasknout. Abyste tomu zabránili, musíte přísně dodržovat technologii.
Jak ohýbat měděné a mosazné trubky?
Pro ohýbání měděných a mosazných trubek se používá jak za tepla, tak za studena. Při výběru prvního se jako vnitřní plnivo volí písek a jako druhé plnivo se používá roztavená kalafuna. Technologie ohýbání je stejná jako u ocelových trubek.
Trubkové výrobky z mědi a mosazi jsou před ohýbáním za studena podrobeny žíhání a následnému ochlazení. Teplotní rozsah pro oba materiály je stejný - od 600 do 700⁰С. Rozdíl je v chladícím médiu - měď je umístěna ve vodě a mosaz se chladí na vzduchu.
Jakmile je proces dokončen, kalafuna se odstraní tavením. Aby se zabránilo prasknutí potrubí, proces by nikdy neměl být zahájen od středu potrubí, pouze od konců. Jako ohýbací zařízení se používají jak jednoduché nástroje, tak složitá strojní zařízení.
Ruční ohýbačky trubek pracují díky lidské fyzické námaze, zatímco hydraulické ohýbačky toto úsilí snižují na minimum. Oba jsou vybaveny výměnnými tryskami, které vám umožní vybrat požadovaný průměr.

S měděnými a mosaznými trubkami je mnohem jednodušší pracovat než s ocelovými, ale deformace kovu při ohýbání nastává podle stejných fyzikálních zákonů. V ohybové části je vnější povrch vystaven napětí, v důsledku čehož se stěny ztenčují.
Uvnitř potrubí dochází k obráceným procesům - stěna se smršťuje a zesiluje. Hrozí nebezpečí přeměny kulaté části na ovál a zmenšení jmenovitého průměru, proto by se nemělo zahajovat ohýbání bez přijetí opatření k zamezení těchto jevů.
Ohýbání hliníkových trubek
Základní metody ohýbání hliníkových trubek stejně jako mosaz nebo měď:
- tlačení mezi válečky;
- válcování;
- rollback;
- tlak.
Než se rozhodnete, jak a jakým způsobem ohýbat hliníkové trubky, musíte se s každým z nich seznámit. První způsob se používá pro tenkostěnné trubky o maximálním průměru 10 cm, kdy je potřeba získat jemný ohyb s nízkými požadavky na přesnost. Minimální poloměr je zde přísně regulován. Jeho velikost je 5-6 průměrů potrubí.
Zakřivení úseku je určeno polohou vychylovacího válečku. Nejčastěji se tímto způsobem vyrábějí interiérové dekorační prvky. Druhým způsobem je ohýbání trubkového materiálu velkého průměru, k čemuž se používají 3-válcové ohýbačky trubek.Trubka je tažena mezi hnacími kladkami, jejichž orientace určuje poloměr ohybu.

Přesnost této metody je ještě nižší než u předchozí, ale díl lze znovu ohnout a proces opakovat, dokud není dosaženo požadované geometrie.
Ohýbání tenkostěnných hliníkových trubek lze provádět ručně s náležitou přípravou:
Metoda válcování nezajišťuje přítomnost vnitřního plniva, takže se nepoužívá k získání malých poloměrů.Při volbě této metody nebude možné splnit přísné požadavky na oválnost profilu v ohybu.
K deformaci hliníkové trubky tlakem se používají lisy s nainstalovanými razítky s matricí požadovaného tvaru. Daná geometrie je získána jako výsledek vlivu tlaku vyvíjeného zvenčí.
V některých případech může být tlak vnitřní, když je trubka umístěna do formy a kapalina je přiváděna dovnitř s tlakem dostatečným k jejímu přitlačení ke stěnám.
Ohýbat duralové trubky není snadné, protože... Tento materiál je poměrně tvrdý a pružný. Pro usnadnění procesu se vypalují bezprostředně před ohýbáním při teplotě 350 až 400⁰C, poté se počkají, až se trubky přirozeně ochladí na vzduchu.
Metody ohýbání trubek velkého průměru
Relativně nedávno se objevily metody ohýbání trubek pomocí průmyslových a vysokofrekvenčních proudů a ohýbání tahem. V prvním případě se používá vysoce výkonná vysokofrekvenční instalace, při které se ohřívá, ohýbá a ochlazuje trubka o průměru 95 - 300 mm.
Skládá se ze dvou částí - mechanické v podobě ohýbačky a elektrické, která zahrnuje elektrickou část a vysokofrekvenční instalaci.
Trubka se deformuje pouze ve vyhřívané oblasti umístěné v zóně induktoru. Geometrie se mění na danou velikost vlivem vychylovacího válečku. Pomocí této metody můžete získat ohyb s malým poloměrem zakřivení.
Ohýbání pomocí druhého způsobu se provádí na ohýbacích a protahovacích strojích, jejichž součástí je otočný stůl. Trubka je vystavena velkým tahovým a ohybovým silám. Takto se získají strmě zakřivené ohyby s konstantní tloušťkou stěny po celém obvodu.
Metoda se používá pro ohýbání velkoprůměrových trubek používaných v leteckém, automobilovém a lodním průmyslu, kde jsou na potrubí kladeny vysoké nároky. Výhodou je možnost ohýbat trubky se stěnou 2 - 4 mm o 180⁰.
Vlastnosti ohýbání profilu
Výrobky z profilových trubek mají estetičtější vzhled než jejich kulaté protějšky, a proto se často nacházejí ve strukturách domácností. Při ohýbání na něj zevnitř působí tlaková síla, zvenčí tažná síla. Před zahájením této operace byste měli pečlivě vybrat metodu ohýbání.
Sortiment profilů zahrnuje trubky s průřezem ve tvaru čtverce, oválu nebo obdélníku.
Existuje několik nuancí a při jejich provádění byste na ně neměli zapomínat flexibilní profilové trubky doma bez speciálního vybavení:
- Optimální délka ohybového úseku pro vlnité trubky s tenkými stěnami a průřezem do 2 cm je výška trubky vynásobená 2,5.
- U silnostěnných trubek se délka ohybové zóny určí vynásobením průřezu třemi. Jinak se nelze vyhnout praskání materiálu zvenčí nebo deformaci zevnitř.
- Minimální hodnota poloměru křivosti je ohybový úsek vynásobený 2,5.
Bez zohlednění těchto požadavků nemůžete ani doufat v dobrý výsledek. Způsoby ohýbání se neliší od způsobů používaných při práci s výrobky s kruhovým průřezem. Kromě toho můžete použít metodu ručního ohýbání s příčnými řezy, které jsou provedeny na třech stranách trubky.
Délka řezů a jejich počet jsou určeny výpočty. Řekněme, že existuje trubka 40 x 90 mm. Musíte provést úplný obrat, tzn. ohněte podél stěny 40 mm pod úhlem 180⁰ s poloměrem 150 mm. Nejprve vypočítejte délku půlkruhu na základě vnějšího poloměru:
L = (2π r: 2 = 2x 3,14 x 190) : 2 = 596,6 mm
Pro vnitřní poloměr jsou výpočty stejné:
Lin. = (2 x 3,14 x 150): 2 = 471 mm.
Součet délek řezu na vnitřním poloměru je určen vzorcem: Lout = L – Lin = 596,6 – 471 = 126 mm.
Ti, kteří to chtějí udělat sami ruční ohýbačka trubek nebo ohýbačka profilových trubek Vlastními rukama v článcích, které nabízíme, najdete spoustu užitečných informací, schémat a užitečných doporučení.
Pokud vezmeme v úvahu, že bruska může udělat řez o šířce 5 mm, pak na rovině ohybu dlouhé 126 mm získáte 25 zářezů, po kterých se trubka ohýbá, dokud se okraje výřezů nedotýkají. Drážky jsou svařeny a švy začištěny.

Existuje další způsob ohýbání profilových a kruhových trubek, ale lze jej použít pouze v zimě. Chcete-li to provést, vložte zátky do konců trubky, nalijte vodu dovnitř a počkejte, až ztuhne. Potrubí se ohne, proces se řídí pomocí šablony, poté se zátky odstraní a kapalina se odstraní.
Užitečný: Jak vyrobit altán z profilové trubky vlastníma rukama.
Závěry a užitečné video k tématu
Video #1. Jak ohýbat trubku pomocí improvizovaných prostředků, se dozvíte z tohoto videa:
Video #2. Jak ohnout trubku libovolného průřezu do kruhu:
Video #3. Domácí ohýbačka trubek je nezbytnou věcí v domácnosti:
Při provádění oprav nebo stavbě domu často vzniká potřeba ohýbat trubku - kulatou nebo profilovou. Pokud je objem malý, můžete to udělat sami. Hromadné ohýbání trubkových výrobků je možné pouze se speciálním zařízením.
Řekněte nám o tom, jak jste ohýbali kovovou trubku pro stavbu skleníku nebo pro jiné účely. Sdílejte s návštěvníky webu technologické nuance, které znáte jen vy. Napište prosím komentáře do níže uvedeného bloku, zveřejněte fotografie související s tématem článku a ptejte se.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Skvělý článek :)